
摘要: 混流式水轮机的核心部件是转轮, 而转轮的关键零件是叶片, 叶片从过去较粗制的仿形机械加工转变为现在先进的数字控制技术加工, 使加工质量得到了根本性的提升, 从而提高和保证了水轮机产品质量。
随着数控加工技术的不断普及和发展,各类数控机床不断涌现, 如数控电火花和数控线切割、数控板材切割机、数控加工中心、数控车床和铿铣床, 等等, 使数控加工代替了许多机械加工。我公司在上世纪70 年代前后就开始采用了数控电火花和线切割机床,85 年引进了德国舒勒公司制造的六工位高速冲槽机( 最高12 0 次ml ni ), 和日本三菱公司制造的精密数控线切割机床, 对制模能力及电机冲片和铁心质量有了较大的提高。近年来, 针对水电产品中关键零部件的加工质量问题, 公司又引进了高精度数控加工中心和数控镬铣床设备, 在实践中不断摸索总结, 终于使产品中不少零部件实现了数控加工, 大幅度的提高了水电产品的质量和生产效率, 降低了生产成本, 为企业在日益加剧的市场竞争中起到了关键性作用。下面就水电产品中转轮叶片的数控加工技术作简要介绍。
一、混流转轮叶片简介
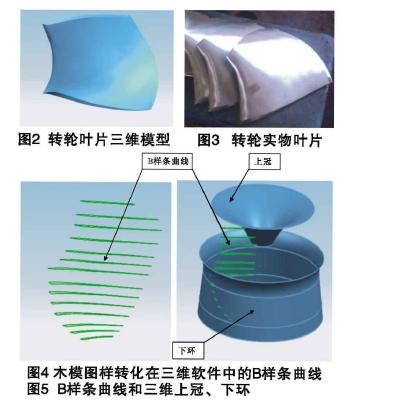
混流式水轮机转轮由上冠、叶片、下环组成( 见图1)。叶片是转轮的核心关键零件, 是一个复杂的空间雕塑曲面体( 见图么图3 ), 叶片经加工后的尺寸和形位精度, 即加工后的型面与标准型面的吻合度越好, 其精度越高。叶片的质量决定了转轮的质量,转轮的质量又直接地反映了水轮机水力能转化为机械能的效率和稳定性。传统加工方法是, 用手工铲刮打磨叶片型面并不断用一特殊量具“ 比对型面样板”检测其误差, 由于在制造比对型面样板时会产生误差, 作为测量工具的样板又要检测叶片型面, 量具误差与加工误差的累积会使得叶片型面误差更大, 且还要边打磨边测量,避免超出加工余量。手工打磨光滑度差, 同批叶片加工后一致性差。另外手工操作加工效率低, 工作环境受粉尘污染, 操作工人劳动强度大, 身体受一定影响, 不利于环保。
因此传统方法难以制造出高质量的转轮。叶片采用数控加工的显著变化是: 第一, 根本上改变了加工方法。数控加工最大程度的改善叶片表面质量, 保证叶片形状尺寸更接近理论值, 达到叶片最佳的水力性能, 而且每一片的形状尺寸都是一致的, 保证了同一批次叶片的互换性同一性; 第二,提高了叶片的加工效率和组合焊装工序的质量和效率; 第三, 极大的降低工人的劳动强度并提高安全性。
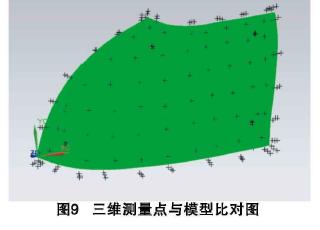
三、混流转轮叶片毛坯测量在数控加工之前, 需要对叶片毛坯进行三维测量( 见图9 )。通过三维模型与毛坯比对, 从而准确的掌握叶片毛坯的余量分布情况, 经过近几年数控测量技术的发展, 大致有样板测量法, 经纬仪测量法, 机械式刻度测量机测量法, 机床测量法, 三座标测量机测量法, 关节臂测量法, 激光跟踪仪测量法, 照相系统测量法等确定毛坯加工余量。尤其三座标测量机、关节臂、激光跟踪仪等测量法是近年来最常用的方法, 通过计算机三维比对软件和逆向技术, 可以非常精确的确定毛坯的余量分布。
四、数控机床和刀具的选择根据我公司现状,对叶片的加工我们选择三轴立式加工中心锉铣床进行加工( 见图10 ), 主要选择的依据有三点: 一是从叶片三维形状看,其本身是具有雕塑形状的复杂曲面, 必须选择三轴或三轴以上联动机床才能满足加工要求; 二是从加工用的刀具看, 经常需要换刀加工, 而加工中心机床具有多个安装刀具位置即刀库, 可事先将需要的刀具( 见图1 1) 按顺序安装其上, 不用换刀再对刀, 实现一次装夹就可完成全部加工; 三是根据工件的大小, 选择工作台面较大的立式加工中心就能满足加工要求; 四是根据工件装夹位置和刀具的切削方式可靠和方便选择机床主轴形式( 卧式或立式)。、
经过多年不断摸索试验, 在刀具选择上, 我们选择国外厂家的刀具性价比都比较高, 一般仿型铣刀加工能达到很高的性价比和加工质量。

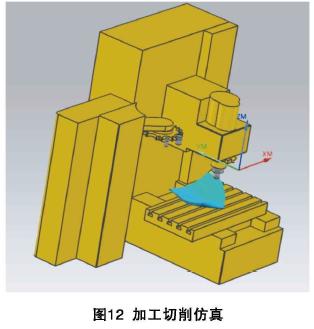
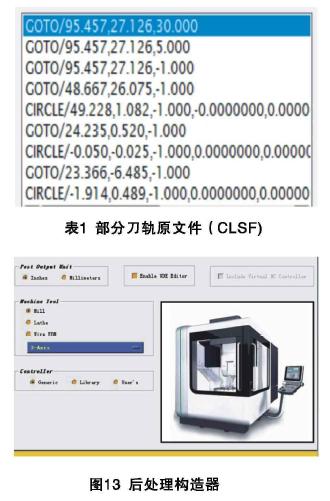
五、数控程序编制、数控仿真及程序生成传输数控程序编制分为在机床数控系统中手编和计算机机编后导人数控系统两种方式。对于不规则复杂曲面加工程序, 必须采用计算机加工软件编制, 常用软件几乎都为国外的一些编程软件, 主要有U G 、p r o zE、。im a t r o n 、Pwo eMr IL 等, 国内有c A x A( 见图12、图1 3)。
根据各种软件的加工流程, 不同软件有不同的加工方式, 通常加工曲面用3 D层铣作粗铣, 用随型铣进行精铣。用计算机编制流程如下:( )l 加工方式选择。( 2 ) 模型毛坯导人斗( 3) 加工面选择斗( 4 ) 机床参数设定。( 5 ) 刀具参数设定一( 6 ) 计算生成、( 7 ) 仿真模拟加工。( 8) 后处理文件编制。( 9 ) 后处理编译机床数控程序。( 10 ) 传输人机床至叶片加工。

结束语
转轮叶片及其他零部件的数控加工是水电机械产品跨入现代化加工的重要标志,是电力装备企业的一个较大技术进步,是电力装备企业的一个较大技术进步,随着计算机技术、数控加工技术、信息工程技术的不断发展,各式各样的数控机床、机器人智能生产将更大范围的取代传统落后的人工操作方式。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>Y25 型转向架用轴箱制造工艺
- target=_blank>基于Tebis的汽车模具开粗工艺试验分析
- target=_blank>模型蜗壳的高效数控加工技术
- target=_blank>高速对车转向架用中必销喇迻工艺
- target=_blank>关于大型电机机座精镗加工制造的工艺方法

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

