
钛是20世纪50年代才发展起来的一种重要的结构金属,钛合金因具有质量轻、高强度、高冲击韧性、力学性能及抗蚀性良好等特点而成为制造飞机关键性结构零件的最理想材料,主要应用于航空、航天、军工、医疗、石油等领域。但由于钛合金切削加工性差,长期以来其广泛应用受到严重制约。随着航空工业的迅猛发展,钛合金航空产品加工作为一个新兴、高附加值的产业正处于大力开发阶段。
交点接头类零件具有典型的薄壁、多型腔、倾斜转角、法向孔等特点,如图1所示。交点接头是飞机机翼与发动机的连接结构件,属于关键重要零件,产品使用的材质为TC21高强度钛合金。TC21钛合金是集高强度、高韧性、高弹性模量、优良焊接性能、高损伤容限五大特点于一体,是我国自主研制的具有独立知识产权的高强高韧损伤容限型钛合金。目前国内外对该材料的研究基本集中在材料物理、材料力学、化学性能等领域,而在机械加工方面的研究甚少见诸于世。
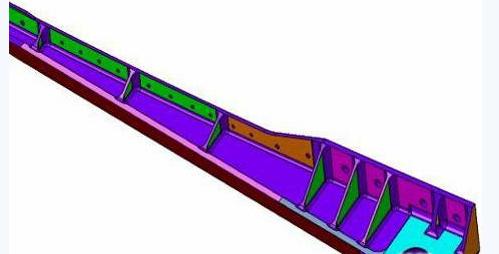
图1典型交点接头类零件
对于交点接头类零件的薄壁、多型腔、倾斜转角结构,其加工难点在于对转角位置的处理方式。传统的加工方法是基于Z轴分层式切削,然而Z轴分层式切削的缺点也是显而易见的。首先,加工效率比较低,材料去除率很小;其次,由于刀具悬伸很长,导致加工过程会出现让刀欠切现象;再次,由于刀具的长径比很大,使得刀具不能承受钛合金较大的径向反切削力,从而导致加工出现震颤过切,甚至刀具断裂情况发生。
1.插铣精加工
插铣法又称为Z轴铣削法,其原理为刀具连续地轴向上下运动快速地去除工件待加工材料,适合高效率地进行大切削量的粗加工,也可以进行其他加工方法难以处理的侧壁转角的精加工。图2为钛合金航空产品的侧壁转角尺寸示意,使用插铣法加工具有下述优点:
(1)减小工件变形交点接头类零件的典型壁厚为5mm,同时TC21材质具有高弹性模量的特性,其变形控制是加工工艺的优先考虑项。实践数据表明,零件1000mm长度的变形量约为0.35mm,并呈现放大趋势。通过应用插铣法去除侧壁转角余量将大幅降低作用于工件上的切削力,使后续的转角精插和整体精加工变得高效、轻快,减小工件变形,从而提高制造精度。
(2)降低作用于铣床的径向切削力TC21材料的硬度约390HB,强度约1200MPa,对加工设备的主轴扭矩要求极高。通过应用插铣法可以减小机床主轴径向磨损,同时由于航空产品多为五轴加工,插铣法同样可以减小机床第四、第五旋转驱动轴的径向受力。精插侧壁转角可以将转角完全精加工到位并提高工件表面质量。
(3)刀具悬伸长度更大,刀具损耗更小由于插铣法对刀具的作用力全部集中在刀具轴向上,插铣加工径向切削力大幅降低,因此与侧铣加工相比,插铣法基本杜绝了刀具的径向颤动并具有更高的加工稳定性,从而可以使刀具悬伸长度更大,加工深度更深。试验表明,在参数合理情况下,钛合金刀具使用插铣法悬伸可以达到刀具直径的6倍(长径比6:1)甚至更多,同时刀具的损耗和折断率也大幅下降。
(4)提高加工效率钛合金属于难加工材料,侧壁转角(见图2)加工使用传统层降侧铣法生产效率很低,受制于刀具长度、机床强度、工件刚性等因素的制约,难以实现高效加工。插铣法很好的解决了这一系列问题,使生产制造的加工效率提高了一倍有余。
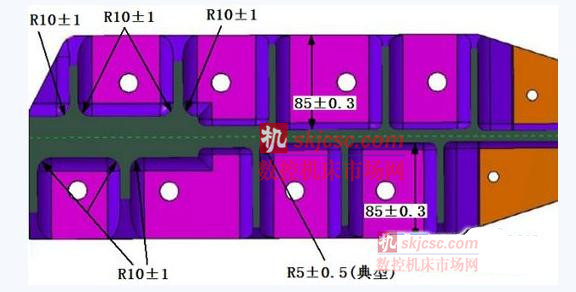
图2零件侧壁转角
综合来说,运用插铣法进行精加工侧壁转角,可以很好的解决钛材料的难切削和转角难加工两大技术难题。
2.基于CATIA的编程方法
目前,主流的CAM系统基本都支持插铣编程命令,具体方式方法各有千秋,加工效果也是各有所长,下面以航空业界通用软件CATIA为例对精插铣侧壁转角刀轨路径的编制方法进行介绍。
(1)准备工序开启CATIA软件后,选择“开始”→“加工”→“高级加工”,在弹出的零件加工动作对话框中(见图3)设置相应的五轴机床、加工坐标系、加工及模拟几何体、模拟仿真毛坯、安全平面等需要预先设置好的项目。
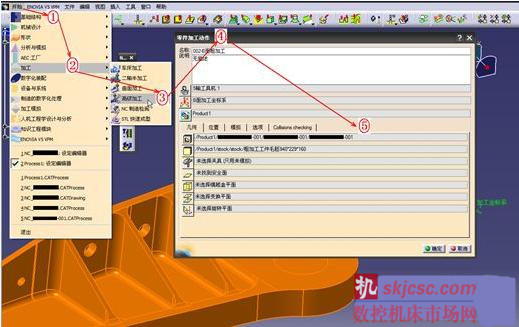
图3零件加工动作设置
完成零件加工动作设置后,接着完成工件的粗加工、半精加工等刀轨路径的编制;同时为排除插铣加工出现“钻铣”的情况(即整个刀具直径完全钻入工件,此种情况是插铣加工中严禁出现的),精插铣侧壁转角前,还需要进行工件腹板面精加工刀轨路径编制,以达到如图4所示的腹板表面加工到位的插铣加工前零件状态。
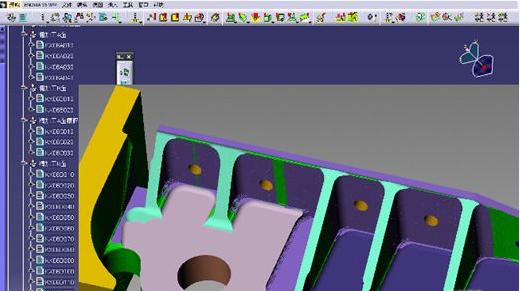
图4插铣加工前的零件状态
(2)侧壁转角半精加工工序半精加工侧壁转角使用“点位”插铣方式自上向下直插到腹板表面,只需插一刀就可以高效率的去除整个转角余量。
如图5选择“插入”→“加工动作”→“曲面加工动作”→“插铣”,在弹出的插铣对话框(见图6)中分别设定:①零件本体图元、②上限图元、③检查图元、④下限图元;设置半精加工“底部偏置”为0mm,“侧边偏置”为0.5mm,“检查面预留”为0.5mm。
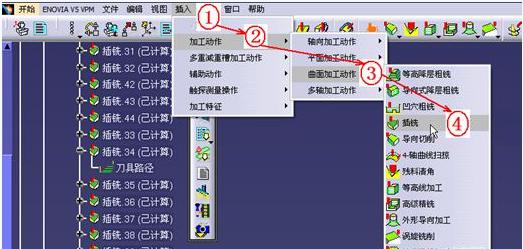
图5插铣动作设定
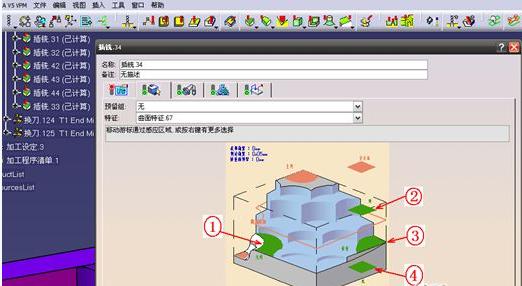
图6插铣对话框
设置加工刀具(见图7),侧壁转角为R10、底角为R5,因此刀具选用φ20R5的4刃整体硬质合金涂层铣刀。
设置加工进退刀方式(见图8),进刀设置为5mm转角轴向进刀,退刀设置为5mm底角法向退刀。
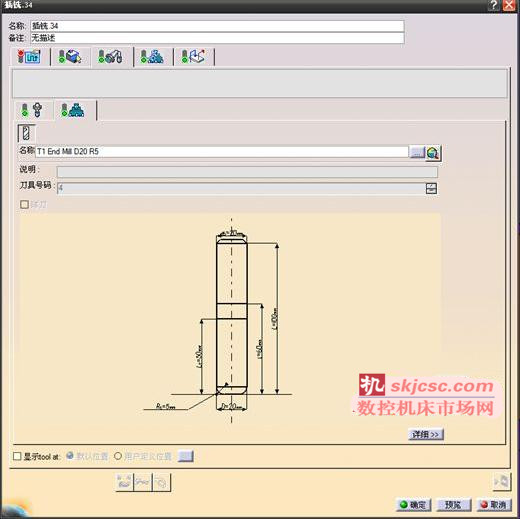
图7刀具设置
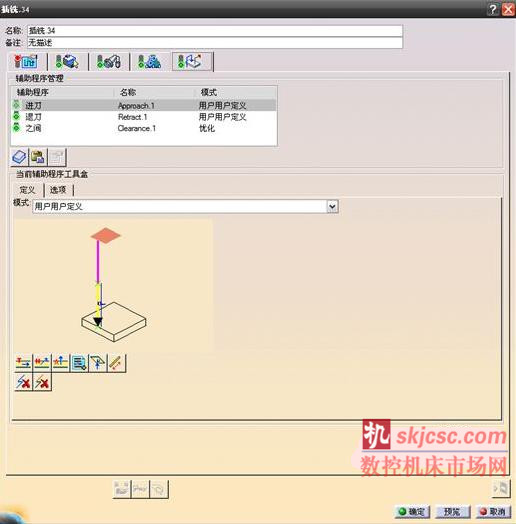
图8进退刀设置
在“加工”对话框(见图9)中设置:①格线形式选择为“点”方式;②选择加工点为转角圆心点;③选择刀轴方向为转角轴向;④设置加工精度为0.02mm,最小插入长度为0mm。
在“轴向”对话框(见图10)中,根据工件毛坯实际情况依次设定在加工过程中各轴向加工的距离值。
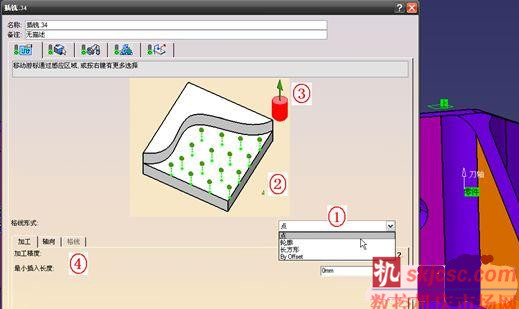
图9加工点位设置
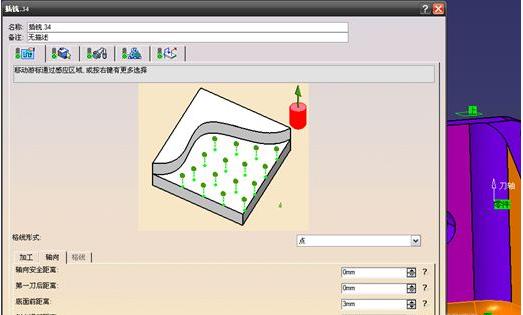
图10加工过程轴向距离设置
按上述步骤设置完成后计算出插铣侧壁转角半精加工刀具路径。
(3)侧壁转角精加工工序精加工侧壁转角使用“偏置”插铣方式沿转角轮廓线进行等距偏置,以提高工件尺寸精度和表面质量。
在“加工”对话框(见图11)中设置:①格线形式选择为“byoffset”、②选择加工轮廓为转角轮廓线、③选择刀轴方向为转角轴向、④设置加工间隔为0.5mm横向间隔为0.25mm、⑤点击“showpoints”查看将要生成的插铣点位,最后确认将要生成的插铣点位是否满足需求。
侧壁转角精加工的几何体、刀具、进退刀等各个项目设置与本文3.2章节中各项目设置相同。另外需要在“格线”对话框中设定加工过程中各轴向加工的距离值,最后生成刀具路径如图12。
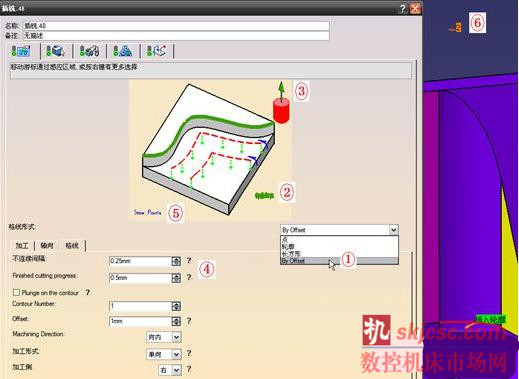
图11设置offset加工
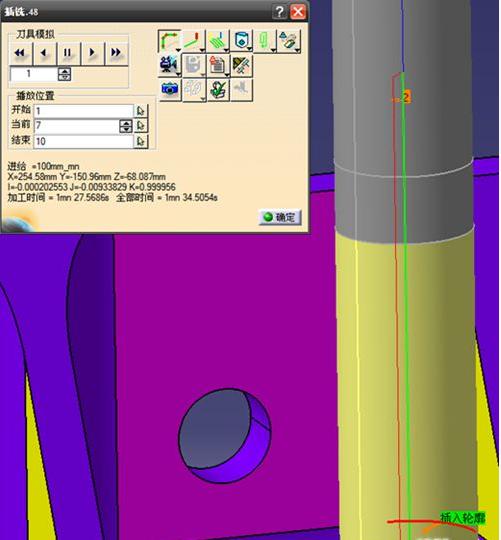
图12生成插铣刀具路径
基于CATIA系统的插铣刀具路径编制方法简单、直观,具有丰富的加工方式和强大的进退刀功能。经现场实践证明使用CATIA系统编制的程序加工过程稳定,加工质量优异。
3.切削参数
由于插铣和一般铣削在切削机理上有很大不同,因此需要对其加工参数进行系统研究。
(1)刀具的选择与普通加工方法相比,插铣加工对刀具提出了更高的要求,不仅需要刚性好、精度高,而且要求加工过程稳定、耐用度高、断屑和排屑性能好,同时拒绝使用易与钛产生亲和性的材质刀具。
钛合金侧壁转角插铣加工对刀具有如下要求:①插铣刀具应选用超细晶粒硬质合金基体加耐高温涂层的多刃不等距铣刀,刃口锋利、排屑通畅,振颤极低。②插铣半精加工铣刀半径R应等于零件侧壁内轮廓面的最小曲率半径Rmin,以提高切削效率。③插铣精加工铣刀半径R应小于或等于零件侧壁内轮廓面的最小曲率半径Rmin,以提高切削精度。④插铣半精加工、精加工铣刀底角Rd应等于零件底部轮廓面的最大曲率半径Rmax。⑤插铣刀具长度应当尽可能的缩短以保证刀具有足够的刚度。⑥刀具需带有内冷功能,配合使用不含有氯或其他卤元素、不含硫的切削液,刀具需要内部、外部同时进行冷却。
(2)刀具的装夹钛合金加工属于高强度切削加工,对刀具的装夹要求是稳定、强度高。在条件允许的情况下推荐使用热胀式刀柄装夹,或者使用高精度的强力夹柄装夹刀具。
(3)切削用量经现场反复多次实验,我公司建立了适合于钛合金侧壁转角插铣精加工的加工参数(见附表),现已应用于实际生产。
插铣切削用量表

4.结语
本文通过对钛合金侧壁转角插铣加工方案、程序编制、切削参数的一系列研究,对钛合金插铣加工的应用进行了细致论述,并经过现场严谨的多次实验及批量化生产验证,证明了插铣法精加工钛合金航空产品侧壁转角具有非常优秀的加工效果。图13所示为钛合金侧壁转角插铣加工的仿真效果图及实际加工效果图。本文的研究对于钛合金的高效加工具有系统性的参考价值,笔者希望能够借此为中国航空零部件的数控加工事业起到一定的促进作用。

图13 插铣加工效果图
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>水轮机转轮叶片的数控加工技术
- target=_blank>Y25 型转向架用轴箱制造工艺
- target=_blank>基于Tebis的汽车模具开粗工艺试验分析
- target=_blank>模型蜗壳的高效数控加工技术
- target=_blank>高速对车转向架用中必销喇迻工艺

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

