
缸体是汽车发动机的重要零件,它将机器与部件中许多零件及各排气管连接成一个整体,使之保持相互之间的正确位置,相互协调地运动。由于缸体是精铸而成的复杂结构部件,其尺寸精度和位置精度要求较高,为了保证缸体工件的加工精度,加工难度很大。用普通机床生产精度差、效率低,而且零件有些精度受控于操作者的水平,同时也受到加工误差的影响。基于上述问题的存在,用户在大批量生产时,提出了全自动加工缸体零件的要求。
我公司生产的VMC2180s立式加工中心主要用于加工板类件、盘类件、壳体件、模具等精度高、工序多、形状复杂的零件,可在一次装夹中连续完成铣、钻、扩、铰、镗、攻螺纹及二维、三维曲面、斜面的精确加工,加工实现程序化,缩短了生产周期,并且一台加工中心替代了三台普通机床来加工该机体零件,从而使用户获得良好的经济效益。
为了满足发动机缸体的全自动加工需求,提高生产效率,仅使机床能自动加工还满足不了用户的要求,那就意味着夹具也必须设计成为定位、夹紧可以实现全自动。有的用户的零件加工要求中有一项为顶面加工不允许有接刀痕,机体的顶面尺寸为1062mm×260mm(见图1),这就意味着加工此面的面铣刀直径必须≥260mm。实际加工中选择了φ315mm带修光刃的面铣刀(见图2)。如此大规格的刀具无论从刀具尺寸还是刀具的重量上都超出了VMC2180s加工中心的刀库装刀、换刀条件。VMC2180s加工中心的刀库容量为32把,刀具最长为400mm,最大刀盘直径为125mm,相邻空位250mm,刀具质量最大为20kg。加工机体顶面的刀具直径为315mm,长为340mm,质量为31.6kg,超出了机床的自动换刀条件,此刀具不能够在该机床换刀装置上实现自动换刀。为满足用户的加工需求,提供如下解决方案。
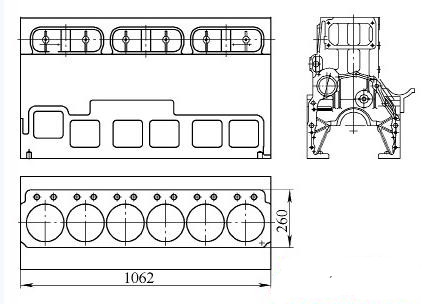
图1 缸体零件简图
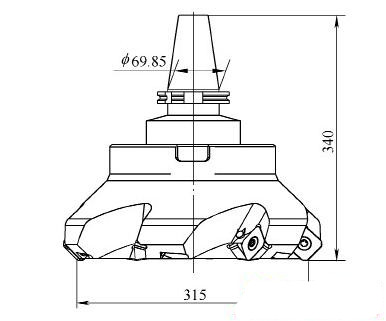
图2 面铣刀
整体方案
VMC2180s加工中心的工作台尺寸为2000mm×800mm,那么在工作台左侧放置一个加工缸体顶面的铣刀刀架,右侧放置全自动定位夹紧夹具(见图3)。
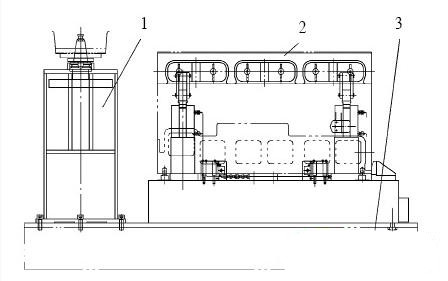
图3 刀架、夹具图
1.刀架 2.缸体 3.工作台
夹具设计
夹具以发动机缸体底面和底面的两孔定位(即一面两销的典型定位方式),压紧缸体两侧面,精铣顶面,加工顶面各孔,精镗缸套孔。
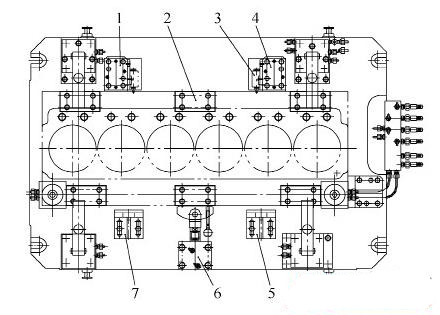
图4 全自动液压夹具三视图
1、4.预定位 2.支承板 3.无触点开关 5、7.导向支座 6.推力油缸
首先将缸体零件沿导向支座吊放在夹具体上的支承板上(见图4),为快速无人干预地准确定位工件,可靠装夹工件,在夹具设计上增加了预定位装置。然后按起动夹具夹紧按钮,这时推力液压缸通过活塞杆及连接在其上的压板推缸缸体零件向预定位,此时缸体零件会接近无触点开关,无触点开关会给机床系统反馈信号,机床系统发出指令,推力液压缸缩回到原位。液压缸全部选择感应液压缸,活塞移动到位后就会向机床系统反馈信号,机床系统再次发出指令接着定位液压缸会接到起动指令推起定位销进入缸体零件定位孔。同理接着夹紧液压缸起动带动压板夹紧机体零件,整个缸体零件无人干预的定位夹紧完成。
大规格铣刀的换刀
首先将刀架(见图5)安放在工作台左侧固定好,然后在刀架上安装找正用的检棒,再在机床主轴上安装测头,找正检棒中心位置,将检测出的数值写在机床坐标系中,以确定此换刀点位置,然后将此刀具同其他刀具一样编制在加工程序中,加工缸体零件顶面时主轴会按照编制的加工程序从刀架上取走加工机体顶面用的铣刀,从面实现大规格铣刀的自动换刀。
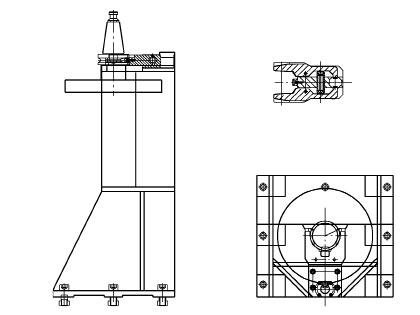
图5 刀架三视图
结语
整个缸体加工过程采用了VMC2180s立式加工中心,工装夹具为全自动液压夹具,并将无条件在刀库完成自动换刀的铣刀放在了刀架上,从而实现了全部刀具的自动换刀。全部加工过程中,无需人工干预,工件的定位可靠,装夹过程安全、简单、快速,极大地提高了加工效率,实现了高度信息化和自动化加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>钛合金航空产品的插铣清角加工应用
- target=_blank>水轮机转轮叶片的数控加工技术
- target=_blank>Y25 型转向架用轴箱制造工艺
- target=_blank>基于Tebis的汽车模具开粗工艺试验分析
- target=_blank>模型蜗壳的高效数控加工技术

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

