
通常汽车齿轮加工工艺流程为:锻造→粗车→精车→滚齿→剃齿→热处理→磨棱→磨内孔→入库。热处理以后磨内孔是最重要的加工工序,直接决定汽车齿轮的加工质量和使用寿命。通常在斜齿圆柱齿轮(见图1)磨内孔时,首先找三个直径相同的量棒,然后依次把三个尺寸一致的节圆棒放置在三爪卡盘夹紧对应齿轮齿槽中,最后通过百分表校正加工齿轮端面,用三爪夹紧齿轮。每次通过放置不同节圆棒,完成不同汽车零件内孔的磨削。

图1 斜齿圆柱齿轮
加工现状
在日常生产加工中,我公司热后磨内孔经常碰到一些齿圈径向圆跳动达不到图样要求的情况。这些特殊的零件主要是直齿薄壁件、斜齿轮和斜齿轮焊接件等几类零件。对于直齿圆柱齿轮薄壁件,可以通过调节夹紧压力减小薄膜夹盘夹紧留量来改善。但是斜齿圆柱齿轮磨内孔一直影响着现场加工,如果采用三个节圆棒夹持定位磨削加工内孔的原有加工方式,存在以下问题:
1)这种加工原理应用在斜齿上理论设计是错误的,因为斜齿轮只有当齿面上剖面角等于与之相应的螺旋角时,其齿面剖面上的每个点至齿轮中心距离才是相等的。也就是说,只有当夹具主体的剖面角等于与之相应的螺旋角时,该剖面上的每点至夹具中心距离才相等。
2)采用这种加工方法,每个节圆棒与三爪仅有一个接触点工作。三点确定一个夹持平面,但由于是斜齿轮,受到螺旋角的影响。要保证这个平面与齿轮中心的距离相等,每次加工夹紧时必须校正齿轮端面后再加工,完全体现不出节圆棒夹持的优势。造成加工时间长、效率低、齿轮径向圆跳动超差等问题。
3)随着螺旋角的不断增大,加工难度也不断提高。对于齿轮螺旋角比较大的零件或者斜齿轮焊接件,采用节圆棒定位的方法无法正常加工。
解决思路
装配完成后为了保证齿圈圆跳动误差,在热处理后必须磨削内孔。通常以斜齿圆柱齿轮节圆定位,这样互为基准。斜齿圆柱齿轮和直齿圆柱轮最主要的区别在于:直齿圆柱齿轮的接触线是一条条平行于轴线的直线;斜齿圆柱齿轮有螺旋角β,斜齿圆柱齿轮的接触线是一条条与轴线有一定夹角(等于β)的斜直线。斜圆柱齿轮沿分度圆展开的平面图如图2所示,如果节圆夹的本体有一定的螺旋角,夹具主体沿螺旋线方向剖面上任意一点至中心的距离相等,加工原理就演变成直齿圆柱齿轮的加工原理,接触线也就转换成平行于本体轴线的直线。
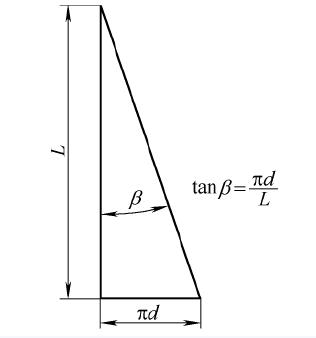
图 2
应用实例
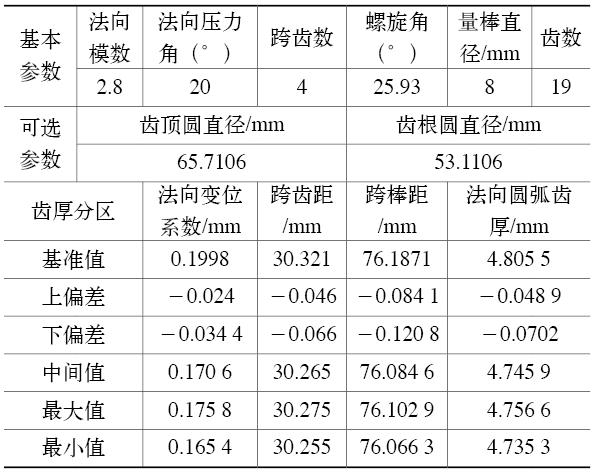
我公司加工的一种斜齿轮参数见附表。
斜齿轮技术参数
节圆夹保持架(主体见图3)是该夹具的难点和重点。为了保证夹具主体螺旋线方向面上的任意一点至中心的距离相等,铣削加工时保持架基准定位面具有一个倾斜角度,该倾斜角度=螺旋角β,并且铣削倾斜角的份数=齿数=Z=19。
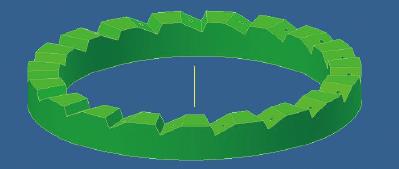
图3 节圆夹保持架主体
节圆夹装配如图4所示,该节圆夹的定位滚子通过钢丝固定在节圆夹保持架上,保持架倾斜角β=25.93°,这样固定在保持架上的滚子就有一定的倾斜角,间接地保证了滚子在螺旋线方向面上的任意一点至中心的距离相等。和直齿圆柱齿轮一样,新型节圆夹在加工斜齿圆柱齿轮(见图5)时,斜齿圆柱齿轮在螺旋线方向剖面上的任意一点至中心的距离都相等,接触线是条平行于轴线的直线。
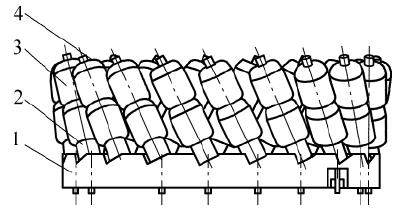
图4 节圆夹装配
1.钢丝 2.滚子 3.衬套 4.节圆夹保持架
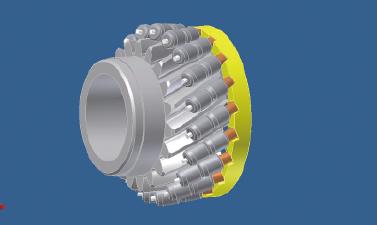
图5 新型节圆夹对斜齿圆柱齿的加工
具体使用如下:先将斜齿圆柱齿轮放入新型节圆夹,用带有倾斜的滚子对齿槽进行定位,然后再用三爪把新型节圆夹夹紧。同时,该新型节圆夹采用多段式设计,增加了节圆夹的柔性,接触面积更大,接触更充分。可以更好地消除斜齿圆柱齿轮轴向圆跳动、热处理变形、加工操作和接触点不稳定等误差。
结语
该新型节圆夹根据斜齿圆柱齿轮的特点而设计,已经广泛运用于斜齿圆柱齿轮的加工,解决了我公司的工艺攻关。以后还会将这种新型夹具应用于斜齿轮焊接件等加工领域。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>面向风机叶片的五轴联动后处理程序研究
- target=_blank>汽车变速器齿轮轴强度校核分析
- target=_blank> 三一电气/风电 从产品到服务的全价值链提升
- target=_blank>航空航天解决方案之机匣
- target=_blank>模具加工中仿形铣刀的选用

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

