
摘要: 通过分析高速列车梓向架用中心销的材枓结构及加工要求, 进行中心销制造工艺及工装的设计, 并结合实际加工情况验证工艺流程的合理性。
关键词: 高速列车;转向架; 中心销
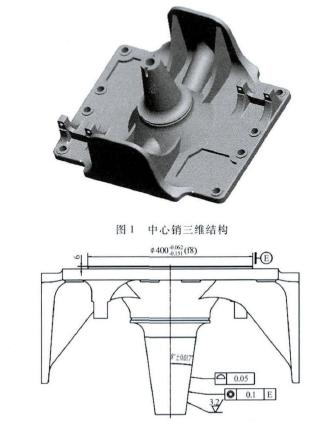
中心销是高速列车转向架用关键零部件之一, 动的效果, 成为国产化过程中的难点之一。其一端通过螺栓与枕梁连接, 另一端中心圆锥部分 , 通过锥形套与牵引中心销座相配合, 牵引中心销座通过联接杆与转向架构架相连接。作为枕梁与转向架的连接件, 中心销不仅可以传递纵向和横向作用力, 而且可作为牵引及回转的中心。因此, 中心销的加工要求较高, 加工质量直接影响中心销牵引及转动的效果, 成为国产化过程中的难点之一。
1 、中心销材料结构及加工要求
高速列车转向架用屮心销采用铸钢GS -25CrMo4V材料, 按照DIN 17205的要求, 材料化学成分及机械性能要求如表1- 2 所示。

2 、中心销制造工艺设计
在实际组装过程中, 中心销上必400mm的圆凸台与枕梁间隙配合, 要求加工精度为f 8 。车体通过 中心销的中心圆锥随转向架回转, 因此需要保证中 心销的中心圆锥轴线与圆凸台轴线同轴度的加工要求, 设计要求同轴度为0.1mm 。
在设计中心销制造工艺时, 考虑到中心销圆凸台直径和巾棚細難諭工财, 确m 鮮削中心圆锥 以小400mm的圆凸台进行加工定位,同时为保证中心圆锥的同轴度精度要求, 结合实际加工设备的加工精度, 需提高圆凸台的加工精度, 定为小直径400mm -0.062---0.122之间。
通过分析中心销结构及加工 要求, 设计的中心销制造工艺流程如下 :
(1) 划线,确定中心销的加工余量,使机械加工有明确的尺寸界限。
(2) 铣两侧平板,保证板侧两间距尺寸为624 士0.5mm 。在龙门铣床X2080P 上加工时应考虑侧板滩壁的应力变形。
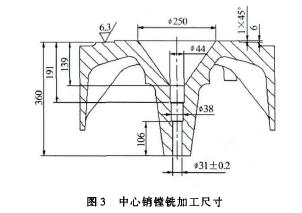
(3) 镗平面直径40mm的圆凸台、内圆锥面以及阶梯孔。以其中- 侧侧板平面进行加工定位, 在数显镗铣床TX 6111 - B 上加工, 应注意圆凸台的热应力变形; 同时, 加工M36 螺纹孔小径尺寸至(31±0.2) mm, 具体镗铣加工尺寸如图3 所示。
(4) 车中心圆锥, 以直径400mm的凸台作为定位基准, 在数控高速立车SVT160*10上进行加工,设计专用工装,保证中心圆锥角度、同轴度0.1mm、面轮廓度0.05mm。
(5)加工8个直径26mm的通孔、铣M36螺纹孔。采用工序(4)工装,再立式加工中心TH5660C上进行加工。
(6)铣键槽及4个直径13.5mm的通孔。采用工序(4)工装,再卧式加工中心FH-8800上进行加工,保证键槽宽度尺寸为10mm 0.09-0之间。
(7) 去毛刺, 倒角。
(8) 磁粉探伤。1 0 0 % 磁粉检测,不允许有裂纹、锈痕、碰痕等缺陷存在。探伤后退磁处理, 按DIN 1690-2标准执行,质量等级B级。
(9) 油漆。
3、 中心销机械加工工装设计
为了保证中心销中心圆锥的同轴度要求, 在进行车中心圆锥、加工中心加工工序时, 需设计专用机械加工工装, 如图4 所示。
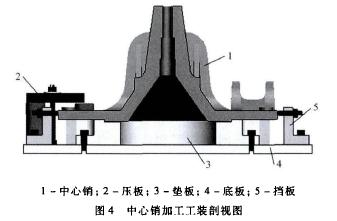
该中心销机械加工工装直径400mm的圆凸台作为定位基准,通过与垫板上直径400mm、深度8mm的内孔间隙配合,垫板内孔公差范围为-0.016---0.073mm,其平面支承中心销的底面。同时,通过挡板上的调节支承螺母调节中心销在工装上的x、y的向位置,利用压板压紧中心销,保证在数控车削、加工中心加工过程中中心销位置的固定。
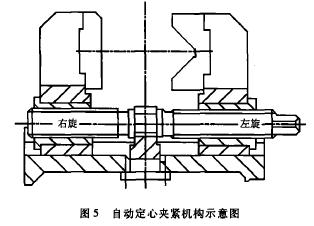
考虑到中心销产品批量生产时为了提高生产效率,减少中心销在工装上的安装和拆卸时间,可以在原有中心销机械加工工装的基础上进行改进设计,采用自动定心夹紧机构进行快速定位、夹紧。改进后的中心销机械加工工装仍以直径400mm的圆凸台作为定位基准,利用等螺距的左右螺母带动2个滑座等速移向中间、夹紧直径400mm的圆凸台进行定位。中心销x、y方向的位置仍由挡板上的调节支承螺母调节,利用压板进行压紧。图5为中心销机械加工工装的自动定心夹紧机构示意图。
当中心销加工安装时,该机构可通过旋转左右2个螺母快速旋动2个滑座向中心销的直接400mm圆凸台移动,进行定位夹紧;当加工完成后,同意旋转左右2个螺母,使2个滑座向外分开,完成中心销的松开。方便中心销工件的拆装,提高了加工生产的效率。
4、 实际加工验证
采用中心销机械加工工装进行装夹定位,安装中心销制造工艺进行了2套中心销样件的试制,试制后其重要尺寸的坚持结果如表3所示。
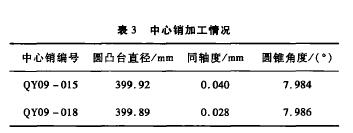
从中心销的实际加工情况可以看出, 中心销的重要尺寸均在要求的公差范围内, 且加工精度能够稳定在一个合理的公差范围内; 其他尺寸也能保证在要求的公差范围内。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>以技术为起点,以服务赢市场
- target=_blank>埃马克热套技术为动力总成各组件的集成提供完美解决方案
- target=_blank>高能效航空发动机的最佳解决方案
- target=_blank>嘉兴迈特尔宝欣公司采用CimatronE五轴解决方案生产各种模具导向件
- target=_blank>高效自动化机床助力汽车零部件企业战略升级

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

