
摘 要:本文从一体化教学实践的角度介绍了车轮类零件钳工划线工艺设计的方法。
关键词:车轮 钳工划线
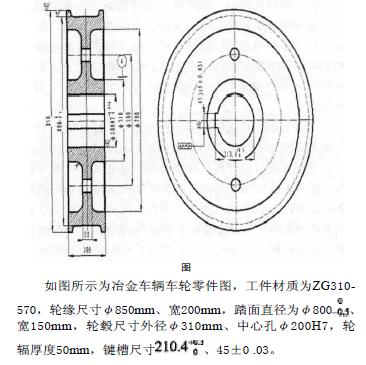
一、车轮类零件结构
车轮类零件是应用广泛的回转件,由踏面、轮毂、轮缘、轮辐组成。轮毂及轮缘是关键受力部位,必须确保壁厚均匀。
二、钳工划线
车轮毛坯钳工划线是确保轮毂、轮缘壁厚最关键的一步,必须准确。
1.准备工作
(1)划线工具。工具主要包括平台、划针、划规、游标高度尺、方尺、样冲、90°角尺、垫铁(或千斤顶)、手锤、直尺。
(2)划线涂料。为使划线清晰,一般在划线部位涂上一层涂料,常用的有大白粉或白粉笔。
(3)毛坯清理及检验。查看铸件有无铸造缺陷,清理型砂、毛刺、氧化皮等,检查毛坯加工余量。
2.划线步骤
钳工划线时必须考虑承载受力的结构特点,合理分配加工余量。
(1)毛坯划线。①车轮平放,底部三点加垫铁找平,用90°角尺沿四周靠外圆φ 870mm调平找正。②车轮顶面及外圆面涂大白粉。③在中心孔φ 180mm顶面加木条,让木条与端面上平面对齐,分别以不加工内圆φ 700mm和内圆φ 310mm为基准用3点定圆心,在木条上找出圆心,核对内外φ 850mm、φ 800mm、φ 200mm加工余量分配,如不合理,就用借料方法调整圆心位置,保证轮毂部位壁厚尺寸均匀。厚度应为(310-200)/2=55mm及车缘部位壁厚为(850-700)/2=50mm,并确保各加工表面有足够的加工余量。
对于确定好的圆心,用划针划出十字,然后以该中心为基准分别以半径R=850/2=425mm,R=(200-4)/2=98mm,用划规划出轮圆外圆φ 850mm,中心轴孔粗加工艺后的尺
寸φ 196mm尺寸线,然后用直尺检验外圆φ 850mm、内圆φ196mm尺寸是否正确。
毛坯划线前要做好找正。首先应按不加工表面找正,有两个以上不加工表面时,应选重要的或较大的表面为依据,兼顾其他不加工表面;没有不加工表面时,通过对各加工表面自身位置找正。工件的误差或缺陷用找正不能补救时,可采用借料来解决。借料的步骤是:测量工件的误差,找出偏移部位,测出偏移移量;确定借料方向和大小,合理分配各部位的加工余量,划出基准线;以基准线为依据,依次划出其余各线;用游标高度尺,划出车轮厚度200mm尺寸,标记,并用直尺检验尺寸是否正确;用手锤样冲在已划好线的部位做出标记,然后转交车削工序进行加工。划线方法为:用划线盘测出轮辐平放面高度的尺寸,然后以车辐壁厚50mm为基准,往上下返200mm高度相应尺寸,即用高度尺标定出,用划线盘测出轮辐平放面的高度尺寸,然后上返(200-50)/2=75mm,在φ 870mm外圆平放顶面划出此线一周,在此高度位置下返200mm,在φ 870mm外圆平放底面划出另一高度线一周,完成高度划线。
(2)键槽划线。①内外圆及端面加工好后,车轮平放在平台上。②在中心孔φ 200mm上顶面加木条,让木条与端面上平面齐平。以φ 200mm圆为基准,用三点定圆心法在木条上找出圆心,参照两个φ 50mm孔中心位置用划针和方尺划出中心十字线,以(210.4-100)=110.4mm为半径划出210.4mm尺寸线,按图样位置以十字中心线为基准,对称返尺寸22.5mm,用划针划出45mm尺寸线,确定键槽位置线,检验划线尺寸无误后转交插削工序进行键槽加工。
随着科技发展,钳工的工作范围越来越广,技术水平也不断提高。钳工划线是确保壁厚均匀的关键工艺,对保证产品质量、提高劳动生产率和降低成本有着重要的意义。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>CAD/CAM 软件加工中铣削刀具和切削用量选择
- target=_blank>开关柜内部故障电弧的破坏压力与防范
- target=_blank>汽车冲压模具件检验方法
- target=_blank>板链输送在汽车总装的应用
- target=_blank>发动机的8大磨损的解决方法

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

