
汽车零部件是一种特大批量的产品,要求质量好,价格低廉。这就要求制造汽车零部件的模具精度高、效率高、寿命长和成本低,这也是汽车零部件模具制造业的永恒话题。
案例1:加工方法的选择
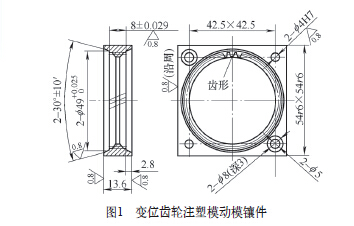
图1所示是一种最新式轿车的车窗玻璃升降器中变位斜齿轮注塑模的动模镶件,一模二腔。由于动模镶件型腔的加工不可能有标准的刀具,这样便有多种工艺方案可供选择。可用拉刀或推刀进行加工,不管是拉刀或推刀其制造成本都很高。可用冷挤的方法,这样需要制造冷挤模,其成本更高。为了降低二级工具的制造成本,考虑用电火花的电极加工型腔。这时只需要用紫铜棒在普通铣床加工出电极,电极可以分成粗、精加工两种。电极采用螺旋的进、退刀运动制出模具型腔。如此,电极的制造成本远低于拉刀、推刀以及冷挤模;动模镶件可以采用合金钢,并可以淬硬,硬度可达50HRC以上。模具的使用寿命可数倍提高,极大地降低了模具制造的成本。
案例2:加工方法的改进
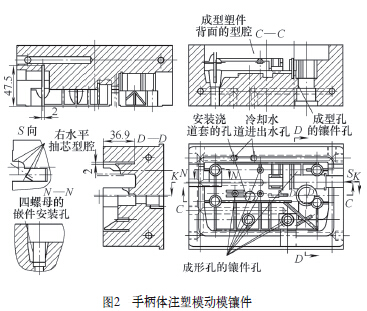
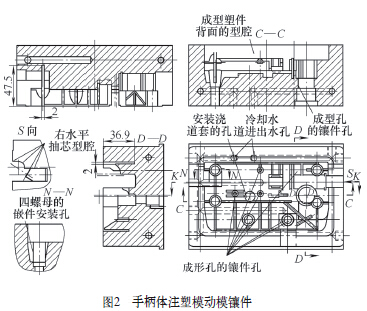
图2为豪华客车行李箱手柄体注塑模动模镶件。该构件复杂,加工工序多,加工周期长,制造成本高。除了型腔需要用四轴或五轴数铣加工之外,加工周期最长的要算加强筋槽。如图2的K-K剖视图所示,加强筋槽深为47.5mm,宽为2mm,脱模斜度为1°。由于没有直径如此小、长度如此长的铣刀,同时还要加工槽两侧的脱模斜度。因此,唯一方法是采用电火花加工,可是电火花加工效率极低。如果不完善加工方法,按一天两班加工,最少要加工4个月之久,这样模具的制造成本便会居高不下。如何缩短电火花加工的周期,是有效降低模具制造成本的关键。
(1)加工方法的改进 电火花加工之前,可以先用铣刀粗铣加强筋槽。由于加强筋槽过多,可以采用分段电极加工。这样一段一段的加工,加工周期会更长,最后修整也困难;也可以采用粗、精两个整体电极加工,这样粗加工整体电极可以用较大的电流和较大的进给量。问题是加工时切屑不易排出,特别是加工深槽时,切屑排不出来,极大地影响了加工进度。加强筋槽侧壁面的表面粗糙度值要求较低,否则会影响注塑件的脱模。因此,必须采用精加工整体电极进行修整。
(2)排屑问题的解决 因为加强筋槽一面敞开三面封闭,加之电极的阻挡切屑排出,为此可在每条加强筋槽间隔一定距离制作一排屑孔,并要用垫板(铁碳合金材料)将动模镶件支起来,如图3所示。这样粗加工时就不会存在切屑的阻挡作用,加工的进度可提高5倍。但粗加工加强筋槽深度需要预留0.3 mm精加工的余量,并在精加工之前要将这些排屑孔堵起来,防止塑料注射时熔体从排屑孔流出。
(3)模具寿命 可以采用45钢调质处理后加工,一副模具可以加工40万件注塑件。采用预硬钢P20可以加工60万件,同样采用P20钢,热处理硬度达50HRC,可以加工150万件以上。这样一副模具便相当于4副,模具的制造成本自然极大地降低了。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>不落轮镟床切削加工控制方式的对比分析
- target=_blank>铁路货车用K2 转向架安全索制造工艺研究
- target=_blank>柴油机活塞环槽的加工工艺研究
- target=_blank>超小型水轮机模型蜗壳的整体数控加工
- target=_blank>水轮机推力镜板的加工

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

