
柔性化工装在铁路转向架制造中的应用
2014-12-7 来源:唐山轨道客车有限责任公司 作者: 范玮 李宝旺 李海光
摘要:结合实际生产,对转向架制造工装的柔性化其必要性和可行性进行分析,并以最新设计制造的柔性化转向架其制造工装在定位夹紧单元柔性化和标准化、基础工作平台柔性化、刚度设计等3 个方面进行了分析和讨论。
关键词:转向架工装柔性化
在铁路机车车辆制造中, 工艺装备的优劣对产品质量和生产效率起到非常重要的作用。工艺装备的投入,使制造成本上升,因此,设计一种可随产品形状参数变化的柔性多用工装,一直是制造厂追求的目标。本文就铁路客车中的转向架工装的柔性化设计, 并结合工作经验,进行粗浅的分析和探讨。
1 、转向架制造的形状
目前我国转向架生产手段相对落后, 不能很好地适应企业低成本、快节奏生产的需要,存在的问题主要表现在以下几个方面。
(1) 工装生产线布局缺乏柔性。受传统生产模式的影响, 目前工装生产线按单一车型资源最大化要求布局,基础设施刚性大,大部分工装位置相对固定。
(2) 工装缺乏通用性,标准化和系列化程度低。
(3) 工装资源管理分散,重复性劳动较多。
(4) 工装系统的自动化程度低,检测手段落后。
(5) 工装系统应变能力和可拓展性差, 提升空间有限。
虽然转向架的品种比较多,有高速车、低速车、城轨车,每种车型又包含不同的系列产品,但转向架的结构基本相似,主要包括侧梁、横梁、牵引等主要部件以及电机吊座、齿轮箱吊座等, 生产工艺流程也基本一致,这些相似性为工装柔性化提供了必要性。
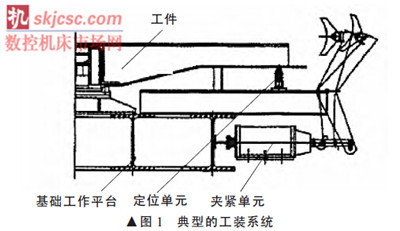
图l 所示为典型的工装系统, 主要由基础工作平台、定位单元、夹紧单元等组成。其中基础工作平台主要包括一些基础件和支撑件,为组件装配提供平台,是工装系统的基本组成部分; 定位单元的主要作用是保证装配制造的外形特征和产品质量; 夹紧单元提供动力源,实现装配组件间的紧密结合,从而保证铆接和焊接工序的生产质量。根据对产品的结构相似性和工装系统特点的分析, 要实现铁路车辆制造中工装系统的柔性化,重点就是实现基础工作平台、定位单元和夹紧单元的柔性化。
2 、定位夹紧单元的柔性化和标准化
2.1 定位夹紧单元的柔性化
定位夹紧单元是柔性工装的重要组成部分之一,对转向架生产质量起到关键性作用。转向架各主要组成部件多为板材的焊接装配, 为了保证相邻两个焊接件间能够定位准确、可靠压紧,且焊缝不变形,从而提高装配质量,要求夹紧单元输出压紧力能够精确可调,并且定位夹紧单元对不同车型的零部件具有广泛的适应性。
侧梁是构架组成的重要部件,主要由上盖板、下盖板、内外立板、筋(隔)板等零件组成,其长短、宽窄、高低等尺寸变化较大,几何形状也不相同。横梁主要有箱形结构和管式结构, 形状差异更大。设计时可分开考虑,集中实现。可先将形状相似的产品分类,尽可能使设计简单,调整容易。有些可能出现的问题,设计时应进行如下考虑。
(1) 工装零部件的刚性是否足够, 是否经得起工件装卸时的碰撞。因为在适合多种产品的同时,其结构必然相对复杂,可调整部件也多,与工装体的刚性连接就减少。
(2) 定位件调整后精度能否保证, 是否需要重新验证,调整是否方便。在更换产品时相应的定位基准也随之更改,更改后的基准必须准确无误,不必花太多时间进行重新验证和调整。
(3) 造价应适当。
(4) 工人操作是否方便。
2.2 定位夹紧单元的标准化
为了保证不同夹紧单元在柔性工装中的可互换性,还须对定位夹紧单元进行标准化设计,主要包括与基础工作平台连接的机械接口标准化、不同型号夹紧头与夹紧手臂间的机械接口标准化、电气接口标准化等。这些标准化设计是充分发挥柔性工装优点、扩大其对不同车型产品适应能力的保证。
2.3 实例
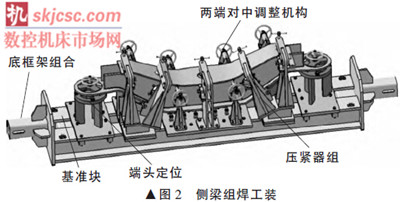
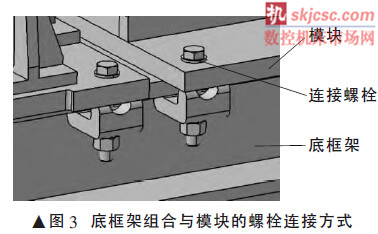
以我厂新造侧梁组焊工装(图2)为例。(1) 工装主体。它采用框架结构,由底框架组合和三处定位、压紧模块共同组成,底框架组合两端接口与变位机相连,各模块上分别装有侧梁定位及整体(直接压紧上盖板) 压紧机构, 底框架组合与各模块间采用压板连接, 同时再配有螺栓与内螺纹圆柱销定位夹紧,在工件结构有较大变化时,只要更换新的定位压紧模块,就可以实现工装的更改。
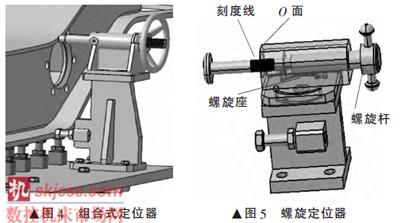
(2) 定位器(图4、图5)。在组装侧梁上下盖板时,为了达到立板中心与上下盖板中心迅速对中、立板与盖板边距匀称的目的, 用盖板宽度方向两侧的螺旋定位器调整其位置:以图示O 面为基准平面,旋转螺旋杆,读取刻度线上的数字,当达到预定数值,即盖板移动到预期位置,用销钉将螺旋杆位置固定即可。当盖板宽度变化时,拔出销钉,调整螺旋杆伸出长度,就可以实现上盖板宽度(按尺寸大小)方向定位的柔性化。
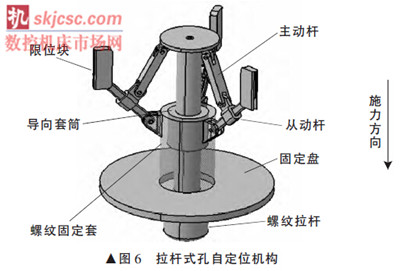
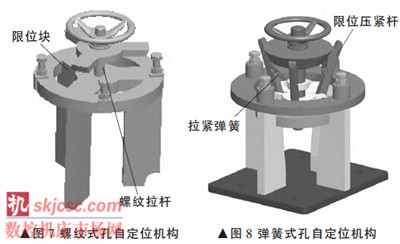
(3) 孔自定位模块。此结构为孔自定位机构,沿图示(图6)方向对螺纹拉杆施加力,使主动杆作上下运动,从而带动从动杆运动,限位块作水平运动,限位块带动工件运动,以达到对圆环工件定位的目的。这种结构的优势是即使圆环工件的直径不同, 也不用对工装进行任何调整,通过变换限位块的形状和运动方式,可以实现不同精度要求和刚度要求的定位压紧。图7 是采用螺纹力矩压紧,这种结构刚度大,能提供较大的压紧力,但要求工件加工尺寸精确。图8 为弹簧力压紧,这种结构刚度小,能提供的压紧力较小,但对工件的精度要求较低,当工件材质较硬或厚度较大时,可采用螺纹力矩压紧,反之,可采用弹簧压紧结构。
值得注意的是, 上述定位压紧模块和定位模块有两个层面上的柔性化: 一是模块本身自带的螺栓定位结构, 此种结构只需调整螺栓高度, 就可以实现不同形状的工件定位, 例如当侧梁下盖板的弯曲弧度发生变化时, 只需调整互成角度的定位螺栓高度, 通常是调整支撑下盖板底面的螺栓和下盖板斜面的螺栓,就可以满足使用要求;当工件材质或厚度发生变化时,只需要更换对应强度等级的螺栓。二是模块与工装框架采用的螺栓或销钉连接方式, 当工件形状改变较大、仅靠调整定位螺栓无法满足要求时,不必以破坏方式对工装进行改造,更换相应模块即可。
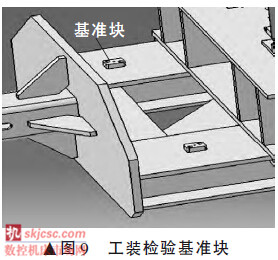
(4) 检测。工装上装有定位工装设计坐标系的基准块,所有模块的安装均以基准块定位,在安装与检修时用激光跟踪仪进行安装与检测, 便于工装各定位器及工装整体的安装与检修,如图9 所示。基准块概念的引进,使工装检验的精度与便捷性得到质的飞跃,为工装模块更换精度的保证提供了必要前提。
3 、基础工作平台的柔性化
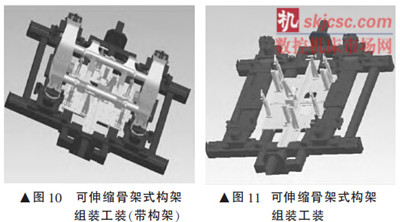
构架组装主要是将已经完成焊接的侧梁和横梁进行组装,组装方式主要是横、侧梁插接或横、侧梁对接,不同车型的横、侧梁的区别除了局部个性化结构以外,主要是长度和宽度上的尺寸不同。因此,通过设计可伸缩骨架式工作平台结构(见图10、11),将横梁模块和侧梁模块分别放置于对应的安装模块上, 安装模块安装于基础工作平台上,基础工作平台上设置滑轨,侧梁安装模块可沿滑轨推送以实现自由伸缩。这种结构的基础工作平台不仅实现了柔性化,还易于实现自动化,增加电机及适当的传感器,还能实现精确自动调整。
4、 柔性工装的刚度设计
由于铁路车辆各组成部件比较笨重, 且其生产过程中工人的操作相对更粗放些, 因此对工装刚度的要求更高一些。柔性工装与传统工装的区别之一就是调整更加自如,传统工装各连接部件都是相对焊死的,为了保证足够的刚度都留有很大的设计余量。为了满足实际生产的需要, 柔性工装的刚度设计主要包括3 个方面:锁紧装置、刚度分析、驱动力分析。锁紧装置是为了在柔性工装调整完以后实现对一些可移动结构的锁紧加固; 刚度分析是对工装中主要受力结构在工件负载作用下的形变及应力进行安全分析; 驱动力分析是对柔性工装中夹紧单元等输出的驱动力的可靠性分析,要求力的大小适中,既能满足工艺要求,也不会由于力过大而导致工件变形以及由此造成增加成本。
5 、结束语
目前铁路市场竞争越来越激烈, 寻求国外市场已是大势所趋。研制柔性化工装,降低了制造成本,提高了生产效率,将为企业带来可观的经济效益,为企业赢得市场发挥重要的作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>汽车铝合金轮毅模具及数控加工工艺设计
- target=_blank>全方位解读大型飞机设计及先进生产技术
- target=_blank>浅析数控技术在模具制造中的应用
- target=_blank>水轮机叶片制造技术发展综述
- target=_blank>顺势而为:起重机驱动器同步定制解决方案

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

