
60 kg /m 钢轨12 号客运专线道岔制造质量控制
2015-1-10 来源: 中铁宝桥集团有限公司 作者: 毛建平
摘要: 为了将客专12 号道岔打造为精品工程,满足其高平顺、高舒适度、高可靠性的要求,对该道岔制造过程中部分零件的优化设计、检测量具的改善、铺设质量的控制等策略进行了深入分析,为该道岔的高质量制造提供了保障。
1 、概述
时速250 km/h 客运专线铁路60 kg /m 钢轨12 号单开道岔( 无砟) 是在铁道部的领导下,在总结了近年我国自主研发时速250 km/h, 350 km/h 客运专线铁路18 号、42 号高速道岔设计和制造成果基础上,经过国产化研发组成员的分工负责、团结协作,进行了技术论证现场调查、理论分析、系统设计、结构比选、设计审查和厂内试制试铺等阶段完成的小号码高速道岔,该道岔是对既有高速产品的一个重要补充,直向容许通过速度250 km/h,侧向容许通过速度50 km/h,实现了列车在12 号道岔中高速过岔的运营条件。
为了将客专12 号道岔打造为精品高速道岔,实现“所有检测项点全部百分之百达标”的质量目标,在该道岔的制造中采取多种质量控制措施,优化部分零件的细节设计、改进检测量具、采用工装及检测样本等,同时为提高道岔关键零件钢轨的加工精度,对关键工艺进行攻关和研究,开发出一系列先进工艺,为该道岔的高质量制造提供了保障。
2、 结构设计优化
根据近年高速道岔在线路应用中的反馈意见,为了提升该道岔整体质量,在取得国产自主研发高速道岔联合设计组同意的前提下,对部分零部件结构进行了结构优化,具体如下。
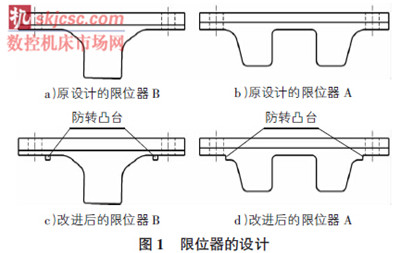
2. 1 限位器增加防转结构
限位器作为尖轨、基本轨跟端的重要传力机构,通过它将尖轨承受的温度力传递给基本轨,以保持道岔线型不变,限位器的可靠与否决定着道岔的稳定性,为防止安装限位器的水平螺栓或螺母在列车高速过岔时因剧烈震动而发生松动,在转辙器跟端的传力机构限位器A、限位器B 上设置防转凸台,限制螺栓转动( 见图1) 。
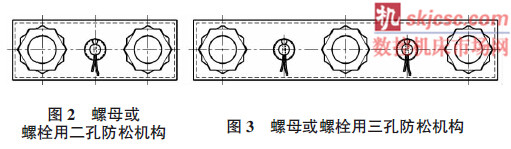
2. 2 水平螺栓防松机构
为进一步提高限位器、间隔铁等零件连接用水平螺栓的紧固能力,在螺栓或螺母安装处设计带有内十二边形的防松机构,通过机械防松,将水平螺栓固定在设计位置,加固了零件的连接紧固作用( 见图2,图3) 。
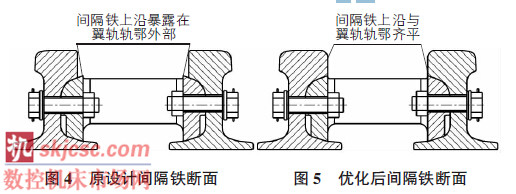
2. 3 辙叉咽喉间隔铁
在原设计中,辙叉咽喉前间隔铁因翼轨轨头切削,当间隔铁与翼轨组装后,其上沿侧板部分暴露在翼轨轨鄂外部,间隔铁侧板暴露部分处在轮轨接触侧,在列车过岔时车轮会与其相撞击,降低了旅客乘坐的舒适度( 见图4) 。为此,改进辙叉咽喉前间隔铁结构,根据两根翼轨的线型,保持间隔铁上沿始终与翼轨轨颚齐平,增强高速道岔舒适度和美观性( 见图5) 。
3 、检测量具的改进完善
检测量具的科学合理性在道岔零件制造中起着至关重要的作用,先进、便捷的检测量具能够提高零件加工精度和生产效率,为保证该高速道岔制造质量,我们在检测量具的研发方面一直探索创新,对前期设计的检测量具做了进一步的改进完善,具体如下。
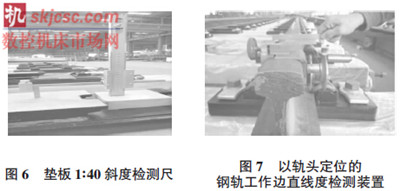
3. 1 垫板1∶ 40 斜度检测尺
为满足垫板制造高精度要求,前期研制了垫板1∶ 40 斜度检测尺( 见图6) ,通过百分表检测1∶ 40 斜度的制造误差,根据试用反馈意见,取消百分表,采用固定量块测量台板与底板的相对高差,增强检测尺的操作性。改进后的检测尺操作简单、检测精度高,进一步提高垫板制造质量。
3. 2 钢轨工作边直线度检测装置
在前期研制的以轨底定位检测钢轨工作边直线度装置基础上,增加以轨头定位的钢轨工作边直线度检测装置,该检测装置具有体积小、方便携带和现场安装方便等特点( 见图7) 。该检测装置可用于道岔制造及线路维护,能精确检测50 m 长度范围内钢轨轨头的直线度。
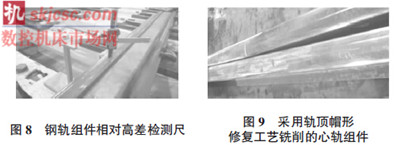
3. 3 钢轨组件相对高差检测尺
尖轨与基本轨、翼轨与心轨组装后的轨件高度公差决定着高速道岔的平顺性,该公差的控制至关重要,为方便检测尖轨与基本轨、心轨与翼轨组装高度公差,根据试用反馈意见,对前期研制的钢轨组件相对高差检测尺进行优化,实现游标尺360° 旋转,选用数显装置读数,操作便利,读数简单( 见图8) 。
4 、采用的工装、检测样板
高速道岔的尖轨、心轨、翼轨等轨件断面具有不规则和复杂的特点,为保证各个部位的加工符合设计要求,通过线切割技术制作关键断面检测样本,具体如下:
1) 60D40 钢轨轨顶圆弧、侧面1∶ 40 斜检测样板及轨头帽形检测样板。
2) 短心轨轨肢及轨头非工作边加工检测样板。
3) 长心轨密贴段加工检测样板。
4) 翼轨工作边顶面轮廓及侧面1∶ 40 斜检测样板。
5 、工艺研究及攻关
近年我公司在高速道岔制造方面积累了丰富的经验,已形成一套成熟的高速道岔制造工艺,为该道岔制造奠定了良好的工艺基础。在继承既有成熟工艺基础上,为让高速道岔制造质量上升一个新的台阶,保障列车高平顺、高舒适、高可靠过岔,对道岔轨件加工工艺进行研究和攻关,旨在提高钢轨轨头轮廓尺寸精度、表面光洁度及尖轨、长心轨跟端扭转精度等,具体如下:
1) 尖轨、心轨轨顶帽形修复工艺。
研发60D40 钢轨帽形刀具,通长修复尖轨、心轨轨头工作边及非工作边轨顶轮廓,消除了60D40 钢轨原材断面形状偏差,经钢轨轮廓检测仪检测,效果良好( 见图9) 。
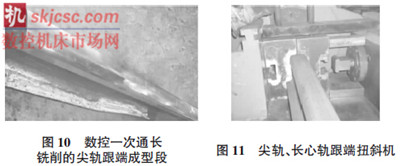
2) 尖轨、心轨锻压成型段轨顶通长铣削工艺。
为确保锻压成型段轨顶直线度,整根钢轨轨顶采用数控通长铣削工艺,保证列车过岔的平顺性( 见图10) 。
3) 尖轨、长心轨跟端扭转斜度的精确控制。
开发了跟端扭斜机,有效保证尖轨、长心轨跟端压型段1∶ 40斜度的扭转精度( 见图11) 。
4) 长心轨、短心轨、叉跟尖轨轨头一次铣削到位工艺。
为满足高精度要求,对轨件加工进行了综合分析及试验,实现了长心轨、短心轨、叉跟尖轨在数控机床上一次铣削到位,提高了生产效率和钢轨表面粗糙度。
上述工艺经过制造验证,完全满足高速道岔技术要求,已广泛应用于高速道岔的生产中。
6 、主要零部件制造工艺编制重点
轨件、板件、铸件在既有成熟的高速道岔制造工艺基础上,采用了新工艺,试制时各轨件的机加工均在数控铣床、数控钻床上完成,工艺编制重点考虑以下事项:
1) 细化工艺,将重要零部件、关键工序对各生产班组进行工艺交底。
2) 制定合理的工艺流程,保证尺寸精度。
3) 采用专用吊具、卡具吊装,减少吊装变形。
4) 制作轨件、板件专用加工、检测样板,保证零件加工精度,重点控制工电结合部轨件加工尺寸。
5) 制作专用人字尖、辙叉组装平台,提高组装效率和精度。
7 、试铺质量控制
1) 试铺准备。为了厂内高质量铺设该道岔,采用道岔整体试铺台架,实现岔枕横向、纵向、水平调节,提高了岔枕调节的灵活性和准确度。
2) 道岔组装。道岔的组装分两部分: 可动心轨辙叉组装、整组道岔组装。
a. 可动心轨辙叉组装。为保证辙叉组装质量,制作辙叉组装工作台及试铺工作台,在辙叉组装中重点控制: 辙叉长度( 沿工作边的长度) 。直股工作边的直线度。曲股工作边线型。咽喉宽度尺寸,趾、跟端开口距。心轨实际尖端至直股翼轨趾端距离。牵引点位置翼轨框架尺寸。心轨与翼轨高差及密贴间隙。心轨轨底与台板表面间隙。顶铁与心轨轨腰间隙。
b. 整组道岔组装。道岔组装分初装、精调、工电联调三个步骤: 道岔初装: 道岔初装主要完成试装台架调整、岔枕摆放、部件连接等,为避免误差积累,重点控制岔枕的方正、水平,轨件、板件连接的正确性。道岔精调: 道岔精调主要完成道岔方向、线型、轨距、密贴、吊板等调整。为减小心轨转换力,在道岔直股开通时,重点控制短心轨跟端与叉跟尖轨轨头离缝值( 10 mm) 、扣板与短心轨轨肢间隙1 mm。
8 、道岔检验
为保证产品质量,针对高速道岔的技术要求,采用先进检测设备和样板,提高检验水平。每个零部件的质量状态,质量负责人均有记录,确保零部件质量责任的可追溯性。
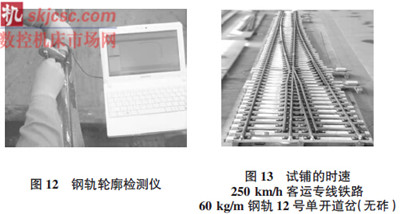
1) 原材料的检验。为确保钢轨原材质量,采用钢轨轮廓检测仪,对钢轨断面轮廓进行高精度检验( 见图12) 。
2) 外协、外购件的检验。在外协、外购件进厂后,质管人员与客专监造组按照《客运专线道岔区扣件零部件制造验收暂行技术条件》《客运专线道岔外购件、外协件检验规则》要求进行各项检验。
3) 产品制造检验。在生产过程中质管部门高度重视,制作了尖轨、心轨及翼轨各个断面检测样板,保证各部件尺寸符合设计要求。在做好各项检测工作的同时,各生产单位加强过程控制,坚持开展“自检、互检、专检”的质量活动,增强了操作者质量意识,有效地保证了产品质量( 见图13) 。
9 、道岔防锈蚀处理
为保证高速道岔的外观质量,对关键零部件进行了防锈蚀处理:
1) 轨件、板件涂覆黑色油漆防锈蚀处理。
2) 螺栓、螺母、平垫圈、弹簧垫圈、弹条等零件采用粉末渗锌防锈蚀处理。
3) 台板表面采用镀硬铬减摩防锈处理。
4) 间隔件、支撑件、刚性扣压件采用涂覆黑色油漆防锈蚀处理。
10 、结语
时速250 km/h 客运专线60 kg /m 钢轨12 号单开道岔已于2012 年7 月在宁杭线铺设上道,它是我国自主研发联合设计的小号码高端产品,该道岔采用了许多新结构、新工艺,设计、制造难度大,该道岔在试制验收中首次实现了“所有检测项点全部百分之百达标”的质量目标。为了提高制造水平,在技术准备中吸收近年的先进技术,优化了部分零件结构,开发了先进的检测量具和制造工艺,在加工工艺方面取得了创新性成果,为今后小号码高速道岔制造、铺设积累了更多的经验。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高压共轨柴油机飞轮周孔高效自动加工机床研制
- target=_blank>数字化技术在冲压模具设计与制造中的应用
- target=_blank>瓦尔特钛合金车削加工的利器
- target=_blank>基于CATIA 的钢轨道岔扭转加工装置的设计
- target=_blank>浅析内燃机零部件关键工艺装备再制造工程

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

