
柴油机零件加工去毛刺方法及特点分析
2015-1-18 来源: 武汉船舶职业技术学院 作者: 武汉船舶职业技术学院
摘要:阐述了柴油机零件加工毛刺的产生及其危害,介绍了柴油机零件去毛刺的几种方法,并分析了几种方法的优缺点,以为柴油机制造工作者参考。
关键词:
在现代柴油机机械制造工业中,尽管不断采用精铸、精锻、精冲以及粉末冶金等新技术、新工艺,但机械加工量仍占机械零件总加工量的60 ~ 70 %。在金属零件的制造过程中,现有的加工、制造方法在不同程度上都会产生毛刺。毛刺的生成与工件材料、结构形状、产品设计、工艺设计、加工制造方法、生产组织和管理水平等诸多因素有关。
柴油机零件毛刺的存在影响了柴油机零件和柴油机产品的质量和精度,会导致零件的后续加工、检测、装配、使用性能、工作寿命等方面的各种弊病和副作用。如柴油机缸体、曲轴等零部件油孔中的毛刺脱落后,一旦进入润滑系统回路中,不仅会使虑网堵塞,还会进入曲轴与轴瓦的间隙中,产生烧瓦等质量事故;对曲轴来说,其上面的毛刺可能使曲轴油封在装配时产生划伤,导致漏油;而对于柴油机喷油嘴来说,其上的毛刺可能使喷油嘴卡死,造成无法喷油等故障。本文介绍了几种去毛刺的方法,并分别对比了它们的优缺点,为加工柴油机零件时去除毛刺提供方法。
1、 柴油机零件去毛刺方法
柴油机机械零件各种去毛刺方法大致分为机械的、磨料的、电的、化学的和热能的五大类。这些去毛刺方法就其自动化程度而言,有的是手工操作,有的是半自动或自动操作,而有的可组成自动生产线或用机械手自动去毛刺。这些去毛刺方法中的大部分已经用于生产实际,并取得了较好的效果。下面主要
结合柴油机制造行业的应用情况,对机械动力刷去毛刺、高压水射流去毛刺和挤压珩磨去毛刺等三种去毛刺方法进行分析与比较。
1.1 机械去毛刺
机械去毛刺就其实质而言,是一种切削加工去毛刺方法,用机械法去毛刺时,加工刀具都必须与被加工零件的毛刺或导角部位相接触,才能达到去除毛刺的目的。它可以利用各种刀具以手工操作,也可以在专用机床,即自动线上完成对零件的去毛刺和倒角,本文将主要介绍机械去毛刺中,使用动力刷去除毛刺的方法。
1.1.1 动力刷去毛刺基本工作原理
刷子去毛刺是一种常用而又简便易行的加工方法,对于机械加工后的零件去毛刺,所用刷可以用手工操作,也可以用机械操纵,当采用机械操纵刷子去毛刺时,又称为动力刷去毛刺或机械刷去毛刺。
动力刷实际上是一种多刃切削工具,刷子的每根刷丝都能进行切削加工。在加工过程中,通过刷子与工件的相对运动(旋转运动或直线往复运动),借助于刷丝对工件的多次反复压接、摩擦、切削和弹性冲击,达到去毛刺的目的。
1.1.2 动力刷机械去毛刺特点
动力刷机械去毛刺具有以下优点:
(1)去毛刺质量好,使工件表面粗糙度有一定减小,不会对零件产生划痕,在机械去毛刺同时,并可进行倒圆、抛光、去锈等。
(2)可以减少或消除工件表面应力,提高零件耐磨性和抗疲劳性,延长零件使用寿命。
(3)刷子种类繁多,可以制作成各种尺寸和形状,各种刷子可用简单方法便可装于各种机床上,使其具有较大的适应性。
(4)加工成本较低,不需要技术高的工人,便可进行精加工;操作简便,调整容易。
(5)加工过程中,振动小,噪音低,对环境污染也小,易实现自动化生产,并且很容易纳入自动生产线内。
其缺点和局限性是:
(1)受零件和刷子结构形状限制,难以去除复杂型腔内部隐蔽的毛刺,刷子本身不能做得很小,因此对细微孔和窄缝处的毛刺难以去除。
(2)难以去除尺寸较大的毛刺(毛刺高度大于300 微米)。
(3)动力刷的使用寿命不稳定。
1.2 高压水射流去毛刺
高压水射流去毛刺,又称水喷射去毛刺、超高压去毛刺等,很久以前人们就采用高压水对零件进行清洗,对零件进行清理,但将高压水用来去除零部件上的毛刺在国内则是近十年的事,而在国外已有30多年的历史,目前已经是成熟技术,现在,国内很多柴油机制造厂在发动机缸体、缸盖、曲轴等零件加工
上已经采用了高压水射流去毛刺技术和设备。
1.2.1 高压水射流去毛刺基本工作原理
高压水射流去毛刺是利用专用泵把水或含有3~ 5 %清洗剂的水加压到一定压力后,从特殊设计喷嘴喷射出去,产生巨大的冲击能,利用这种冲击能量对零件的冲击作用,达到去毛刺的目的,其工作原理图如图1 所示。
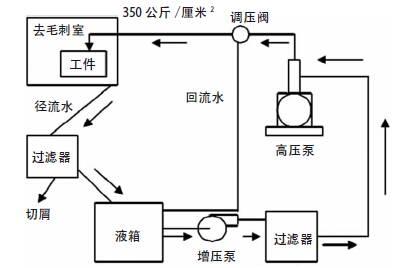
图1 高压水射流去毛刺工作原理图
1.2.2 高压水射流去毛刺特点
高压水射流去毛刺的优点:
(1)能去除一般去毛刺方法所不能去除的深孔、盲孔、小孔和狭缝等部位的毛刺。
(2)因为使用的工作介质是水,在去毛刺时有清洗作用,可以对零部件进行清洗,所以可以将清洗工序同去毛刺工序结合起来。
(3)在去毛刺过程中,水射流不会降低零件表面的质量,也不会对零件表面产生破坏。
(4)生产效率高。不仅可采用队间和多工位加工,而且容易实现自动化生产,如对缸体、曲轴等油孔去毛刺已经在国内外得到广泛应用。
(5)设备结构简单,制造精度低,操作容易。其缺点是设备需要较大的动力,并应采用一定的防锈措施;难以去除大的毛刺,加工过程中,必须对水进行过滤处理,否则会使喷嘴磨损,影响加工质量和生产效率。
1.3 挤压珩磨去毛刺
挤压珩磨去毛刺又称磨料流加工、加压研磨和流体研磨等,是在70 年代初研究成功的一种加工方法。挤压珩磨加工是利用挤压一种半固态的成粘弹性的磨料介质通过待加工零件的棱边、表面产生的磨蚀作用,达到去毛刺、倒圆和表面抛光的目的。在专用的挤压珩磨机上,借助于特殊设计的夹具,准确控制介质流动途径及其配制方法,即可实现优质、高产、低成本加工。
1.3.1 挤压珩磨去毛刺基本工作原理
挤压珩磨加工就实质来说其实就是属于流体动力加工的一种。但是它所用的流体比较特殊,是一种含有磨料的半固态状的粘弹性物质———挤压珩磨介质。这种介质是由基料、磨料和添加剂组成的。挤压珩磨的切削加工作用就是由这种介质在一定压力作用下,流经装有待加工零件的特殊设计的夹具室产生的。
磨料的最大挤压力一般等于介质受阻通道的横截面积乘以机床挤压力。当将零件放入特殊设计的封闭夹具内后,使珩磨介质以一定的压力和流量往复通过零件,当介质在到达欲加工部位之前,通过通路的截面积较大,挤压珩磨力较小;当介质通过狭窄的加工部位时,则受到剧烈挤压,内缩,但由于反作用力作
用,则使零件预设通路(加工部位)在径向受挤磨、切削达到去毛刺、倒圆和抛光的目的。
1.3.2 挤压珩磨去毛刺特点
挤压珩磨去毛刺加工作为零件去毛刺、抛光、倒圆的新技术,主要优点有:
(1)适用范围广,能适应于各种零件的加工。
(2)可用于各种尺寸零件的加工。
(3)效率高,与手工作业相比,加工时间成倍减少,可采用多工位加工。
(4)加工表面可具有方向性,适应于有加工方向要求的零部件加工。
(5)可加工的材料范围广,可加工所有的金属材料。
挤压珩磨去毛刺缺点和局限性是:
(1)不适合于具有较小盲孔或容积较小的空腔的零件加工,主要原因是难以设计夹具,从而不能使介质往复流动。
(2)对大尺寸的零件,较难加工。
(3)会造成零件材料损失,一般加工余量为0.01 毫米,对高精度要求的零件不适合加工。
(4)设备及工作介质费用较高。
2、 柴油机零件去毛刺方法对比
通过上述几种去毛刺方法的比较,针对柴油机零件去毛刺加工的工艺方法,得出以下结论:
(1)机械去毛刺,加工成本低,去毛刺效率高,去毛刺后零件表面会残留已经去除掉的毛刺,无法进行最终检测;采用专用机床以动力刷自动去毛刺方案,能够适合于对缸体、缸盖、曲轴、凸轮轴等零部件在半精加工或精加工后,零件最终检测和成品前的去毛刺工作,但对于毛刺大于300 微米的零件,应采用手工方式先行去除毛刺后再进行机械去毛刺。
(2)高压射流去毛刺,适合于对深油孔及交叉孔、盲孔内的毛刺去除,由于采用水为介质,同时也不能去除较大毛刺,宜同缸体、缸盖、曲轴、凸轮轴等零件最终清洗工序结合起来,采用多工位清洗、去毛刺、吹干设备,进行上述零件的最终加工。
(3)挤压珩磨去毛刺,具有零件表面光整、抛光作用,且由于设备费用高,难以去除尺寸较大零件和细微盲孔中的毛刺,宜采用多工位设备,用于表面质量要求高,特别是要求表面加工痕迹的工件,如柴油机喷油嘴孔、小型发动机进气管内孔、小型发动机缸盖进气道等零件和部位的去毛刺加工。
3、 结束语
柴油机机械零件各种去毛刺方法有很多种,本文主要结合目前柴油机制造行业应用的实际情况,对机械动力刷去毛刺、高压水射流去毛刺和挤压珩磨去毛刺等三种去毛刺方法进行了分析与比较,提出了应用意见,仅供柴油机制造工作者参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>60 kg /m 钢轨12 号客运专线道岔制造质量控制
- target=_blank>高压共轨柴油机飞轮周孔高效自动加工机床研制
- target=_blank>数字化技术在冲压模具设计与制造中的应用
- target=_blank>瓦尔特钛合金车削加工的利器
- target=_blank>基于CATIA 的钢轨道岔扭转加工装置的设计

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

