
车铣复合加工在《模具数控加工》中的教学方法
2015-1-25 来源:常州机电职业技术学院基础部 作者:陈玉文,杨伟雪
【摘要】为探讨车铣复合加工在《模具数控加工》课程中教学方法,以机械零件高效率、高质量数控编程为目标,采用UG CAM模块车铣钻加工类型,采用优化的数控加工工艺对零件进行数控加工编程,并采用自定义的后处理文件生成了相应数控系统的数控代码。实验结果表明该零件的加工质量达到了预期的加工要求,对该课程的教学与研究具有重要的指导意义。
1 、引言
《模具数控加工》课程为模具设计与制造专业的专业核心课程,车铣复合加工为该课程的重要内容(项目),也是该门课的难点和重点。下面以扩压器车铣复合加工为例介绍机械零件车铣复合数控加工的一般方法与技巧。扩压器三维模型如图1所示。该零件为圆柱形,内部有腔槽、凸台和孔。该零件外径为直径95.6mm,长度为13.6mm,毛坯为圆柱形棒料(直径100mm,长度为16mm),材料为不锈钢。该零件在车铣复合加工中心上完成加工。
2 、扩压器数控车削加工
扩压器数控车削加工的加工工序应遵循以下原则:①当零件分阶段加工时应遵守“先粗后精”的加工工序;②先加工外表面,后加工内孔。利用UG NX车削加工模块完成扩压器的端面精车,外圆粗车,外圆精车,外圆切槽,钻孔,粗镗内孔,精镗内孔的加工。2.1 初始化加工环境及创建加工父级组打开模型文件及进入加工模块后:
(1)创建车削加工坐标系:①指定MCS 坐标为(16,0);②指定车床工作平面,选择ZM-XM,设置XC轴为机床主轴。
(2)创建车削加工几何:①指定部件边界,选择曲线边界;②指定毛坯边界,毛坯长度16mm,直径?100mm。设置安装位置坐标(-16,0)。
(3)创建避让几何体AVOIDANCE(避让几何体)。①出发点选择指定,点坐标为(200,70);②运动到起点,运动类型为轴向-径向,点坐标为(5,55);③运动到进刀起点运动类型为轴向-径向;④运动到回零点运动类型为径向-轴向,点选项为与起点相同。
(4)创建车削刀具:①创建OD_80_L_FACE,该刀具用来车削右端面,刀尖半径为R0.5mm,方向角度为-15,刀具号为1,夹持器样式为K样式;②创建OD_80_L,该刀具用来粗车外圆,刀尖半径为R0.5mm,刀具号为2,夹持器样式为L样式;③创建OD_55_L,该刀具用来精加外圆,刀尖半径为R0.1mm,刀具号为3,夹持器样式为Q样式;④创建OD_GROOVE_L,该刀
具用来外圆切槽。刀片宽度为1mm,刀具号为4,夹持器中选择样式为0°;⑤创建DRILLING_TOOL,名称为Z25,该外头刀具用来钻孔。刀具直径为?25mm,刀具号为5;⑥创建ID_80_L,该刀具用来粗镗内孔。刀尖半径为R0.5mm,刀具号为6,夹持器样式为L样式;⑦创建ID_55_L,该刀具用来精镗内孔。刀尖半径为R0.1mm,刀具号为7,夹持器样式为Q样式。
2.2 右端面车削精加工
(1)创建FACING 工序,选择OD_80_L_FACE 刀具,几何体选择AVOIDANCE。
(2)设置切削区域,在轴向修剪平面1上选取零件右端面上任一点作为轴向修剪平面。
(3)切削深度为恒定,深度为2mm。
(5)设置进给率和速度,主轴速度为500转/min,进给速度为0.3mm/r,第一刀切削进给速度为0.3mm/r。
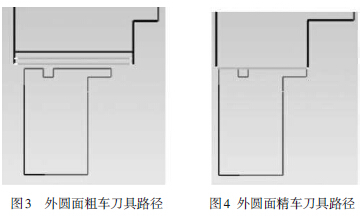
(6)生成刀具路径并验证。零件长度为13.6mm,毛坯圆柱形棒料长度为16mm,切削厚度为2.4mm,每次走刀切削厚度为2mm,因此需二次走刀才能完成右端面车削。右端面精车刀具路径如图2所示。
2.3 外圆面车削粗加工
(1)创建ROUGH_TURN_OD工序,选择OD_80_L刀具。几何体选择AVOIDANCE。
(2)切削深度为变量平均值,最大值为3mm,最小值为1mm。
(3)设置进给率和速度,主轴速度为500转/min,进给速度为0.3mm/r,第一刀切削进给速度为0.3mm/r。
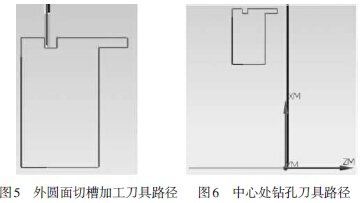
(4)生成刀具路径并验证。外圆面粗车刀具路径如图3所示。
2.4 外圆面车削精加工
(1)创建FINISH_TURN_OD工序,选择OD_55_L刀具。几何体选择AVOIDANCE。
(2)设置进给率和速度,主轴速度为600转/min,进给速度为0.5mm/r。
(3)生成刀具路径并验证。外圆面粗加工后向余量为0.7mm,即单边余量为0.35mm,精加工外圆面时一次走刀即可完成。外圆面精车刀具路径如图4所示。
2.5 外圆面切槽加工
(1)创建GROOVE_OD 工序,选择OD_GROOVE_L刀具。几何体选择AVOIDANCE。
(2)设置切削区域:设置轴向修剪平面1,设置轴向修剪平面2。
(3)选择切削深度为恒定,深度为0.5mm。
(4)设置切削参数,常用拐角为延伸,浅角为延伸。
(5)设置进给率和速度,主轴速度为150转/min,进给速度为0.2mm/r。第一刀切削速度为0.2mm/r。
(6)生成刀具路径并验证。外圆面切槽加工刀具路径如图5所示。
2.6 中心处钻孔
(1)创建CENTERLINE_DRILLING 工序,选择Z25刀具。几何体选择AVOIDANCE。
(2)设置起点和深度:距离为16,穿出距离为3mm。
(3)设置进给率和速度,主轴速度为200转/min,进给速度为0.1mm/r。
(6)生成刀具路径并验证。中心处钻孔刀具路径如图6所示。
2.7 内孔粗镗
(1)创建ROUGH_BORE_ID 工序,选择ID_80_L刀具。几何体选择AVOIDANCE。
(2)设置切削参数,取消允许底切。
(3)设置非切削移动,离开的运动类型为轴向-径向。
(4)设置进给率和速度,主轴速度为500 转/min,进给速度为0.3mm/r,第一刀切削进给速度为0.3mm/r。
(5)生成刀具路径并验证。内孔粗镗刀具路径如图7所示。
2.8 内孔精镗
(1)创建FINISH_BORE_ID 工序,选择ID_55_L 刀具。几何体选择AVOIDANCE。
(2)设置切削参数,取消允许底(3)设置非切削移动,离开的运动类型为轴向-径向。
(4)设置进给率和速度,主轴速度为600转/min,进给速度为0.5mm/r。
(5)生成刀具路径并验证。内孔精镗刀具路径如图8所示。全部车削完成后切削仿真如图9所示。
3 、扩压器数控铣削、钻削加工
铣削、钻削加工采用的加工坐标系与车削不同,要将铣削加工坐标系的位置调整到与铣削主轴相同的位置,即要创建新的铣削加工坐标系。
3.1 初始化加工环境及创建加工父级组
(1)创建铣削加工坐标系,MCS设置在右端面圆孔的中心,安全平面设置在右端面上沿+ZM20mm处。
(2)创建铣削加工几何,选择部件几何体,选择毛坯几何。
(3)创建铣削刀具:①创建D8R0的立铣刀。刀具直径为直径8mm,刀具号为8,补偿寄存器也为8;②创建D3R0的立铣刀。刀具直径为 3mm,刀具号为9,补偿寄存器也为9;③创建D1R0的立铣刀。刀具直径为1mm,刀具号为10,补偿寄存器也为10;④创建Z2.5的麻花钻头。刀具直径为2.5mm,刀具号为11,补偿寄存器也为11;⑤创建Z3.3的麻花钻头。刀具直径为3.3mm,刀具号为12,补偿寄存器也为12;⑥创建Z3的麻花钻头。刀具直径为 3mm,刀具号为12,补偿寄存器也为12。
3.2 扩压器腔槽、凸台粗加工
(1)创建操作,选择工序子类型为CAVITY_MILL,刀具为D8R0立铣刀。
(2)步距:刀具直径百分比为60,每刀深度恒定,2mm。
(3)切削层:恒定,2mm。
(4)切削参数:处理中的工件使用3D。
(5)进给率和速度:主轴速度为1,200转/min,进给速度为150mm/min。
(6)生成刀具路径并验证。
3.3 扩压器腔槽、凸台精加工
(1)创建操作,选择工序子类型为CAVITY_MILL,刀具为D3R0立铣刀。
(2)步距:刀具直径百分比为40,每刀深度恒定2mm。
(3)切削层:恒定,2mm。
(4)切削参数:余量全为0,处理中的工件使用3D。
(5)进给率和速度:主轴速度为1,500转/min,进给速度为250mm/min。
(6)生成刀具路径并验证。
3.4 扩压器腔槽、凸台局部精加工
(1)创建操作,选择工序子类型为CAVITY_MILL,刀具为D1R0立铣刀。
(2)步距:刀具直径百分比为40,每刀深度恒定2mm。
(3)切削层:恒定,2mm。
(4)切削参数:余量全为0,处理中的工件使用3D。
(5)进给率和速度:主轴速度为1,500转/min,进给速度为250mm/min。
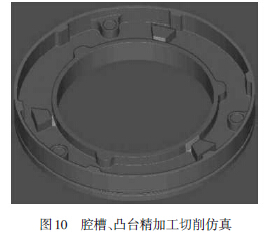
(6)生成刀具路径并验证。完成扩压器腔槽、凸台精加工切削仿真如图10所示。
3.5 扩压器的圆孔加工
(1)创建操作,选择工序子类型为DRILLING,刀具为Z2.5,Z3,Z3.3麻花钻头。
(2)指定孔,选择加工位置。
(3)指定顶面,选择平面。
(4)循环类型中选择标准钻,Cycle参数中Rtrcto设置为自动。
(5)进给率和速度:主轴速度为500转/min,进给速度为50mm/min。
(6)生成刀具路径并验证。扩压器完成所有孔加工后切削仿真如图11所示。
4 、结束语
《模具数控加工》课程不仅要掌握2、3轴的手工编程和自动编程及多轴加工的自动编程,还需掌握车铣复合加工编程。车铣复合加工中心是典型的多主轴加工机床,每一个机床主轴要实现其加工功能,必须为它建立一个坐标系MCS。在车削加工中,首先要建立车削加工坐标系,将加工坐标系ZM调整与车床主轴方向一致;在铣削加工中,也要首先建立铣削加工坐标系,将加工坐标系ZM 调整与铣削主轴方向一致。车铣复合加工技术可以减少工件装夹的次数,提高工件的加工精度,降低成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>中小型风力发电机转子轴承制造工艺研究
- target=_blank>中船集团十一所舟山船舶工程研究中心新型防污涂料实现实船应用
- target=_blank>冲压模具的加工工艺规程
- target=_blank>柔性化工装在铁路转向架制造中的应用
- target=_blank>汽车铝合金轮毅模具及数控加工工艺设计

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

