
您现在的位置:数控机床市场网>>
检测余量智能化铣削04版软件的iTNC530
2015-2-4 来源:数控机床市场网 作者:-
04版软件的iTNC530
循环25(轮廓链)与循环14(轮廓)共同用于加工开放式和封闭式轮廓。新增的余量检测循环使铣削加工更加智能:铣刀只加工粗加工中无法达到的角点和圆角部位—不需要沿整个轮廓运动。
新参数:
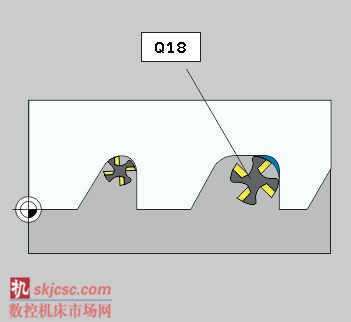
Q18–粗铣刀:TNC粗铣轮廓时使用的刀号或刀名。TNC根据以前使用的铣刀直径计算需加工的轮廓部位。然后,TNC将刀具运动到相应位置。如果未执行粗加工,输入“0”。数控系统尽可能用当前刀具加工轮廓。
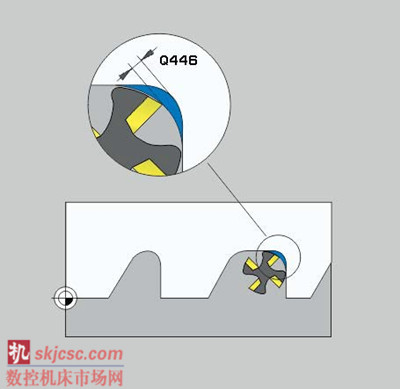
Q446–余量:TNC不加工轮廓的最小余量厚度。默认值:0.01mm
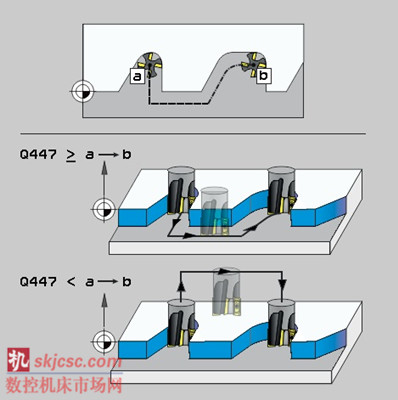
Q447–连接距离:两个需半精加部位之间的最大距离,在该距离内刀具在加工深度位置沿轮廓运动,无退刀运动。
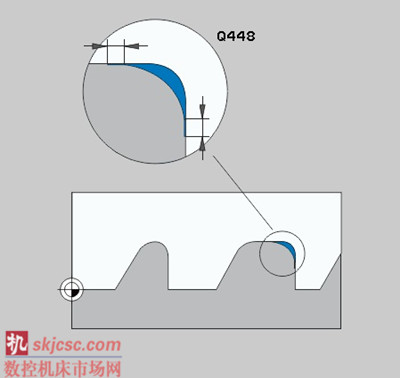
Q448–路径延长:在轮廓起点和终点位置,刀具路径延长该长度。TNC总是沿平行于轮廓方向延长刀具路径。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>中联重科:通过“跨界创新”深谋转型发展
- target=_blank>北奔重汽:聚焦市场建立技术平台打造精品
- target=_blank>商业模式转型 高端工程装备搭上走出去顺风车
- target=_blank>中国模具产业仍具成本优势 需深化改革扩大出口
- target=_blank>寻求海外突破 陕汽出口2015年能否增四成

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

