
轨道交通工程车辆转向架构架整体加工检测误差分析研究
2015-3-15 来源:1东北电力大学; 2中国南车集团株洲电力 作者:熊骞1,熊超欧2
摘要: 介绍了机械加工产品零件检测误差的分类及产生的原因,分析了轨道交通工程车辆转向构架整体加工检测误差的原因并提出解决办法。
1 、引言
检测过程有四个要素,即检测对象( 被检测) 、检测单位( 用计量器具体现) 、检测方法和检测精度。检测是组织互换性生产必不可少的重要措施,但在检测过程中不可避免地会产生或大或小的检测误差,这将导致两种误判: 一是把不合格品误认为合格品而给予接收; 二是把合格品误认为废品而给予报废。而且检测的目的不仅仅在于判断工件是合
格,还有根据检测结果分析产生废品的原因,以便设法减少废品,进而消除废品。本文主要叙述在现场生产中对轨道交通工程车辆转向架构架整体加工检测误差的原因进行分析并给出解决办法。
2 、研究内容
2. 1 检测误差的分类
在机械加工产品零件检测中,所造成的误差多种多样,可以把生产现场中出现的所有误差分类为以下三类:
( 1) 系统误差
对同一个被测值在相同条件下进行重复检测,误差的大小和方向不变,或者按照确定的规律变化,这种误差理论上叫做系统误差。误差的大小和方向不变,称为定值系统误差。按照确定的规律变化的误差,称为变值系统误差。
( 2) 偶然误差
偶然误差又叫随机误差。在相同条件下,对同一被测值进行重复检测,检测误差大小和正负不定,其大小和方向的变化没有确定的规律。
( 3) 粗大误差
由于主观上的疏忽,或者外界条件的突然变化,造成读数、记录和计算错误,从而明显地歪曲了检测结果。这样的误差称为粗大误差。
2. 2 检测误差的产生
( 1) 检测基准误差
由于检测基准选择、检测基准本身精度( 量仪校对精度及产品加工精度) 的误差,而造成检测产品的结果不准确。
( 2) 检测工具误差
由于检测工具设计和制造造成的误差、调整使用方法不正确、检测工具在使用中的磨损等原因,而造成检测产品的结果不准确。
( 3) 检测条件误差
由于检测温度、湿度、振动、接触检测压力等原因,而造成检测产品的结果不准确。
( 4) 检测方法误差
由于被检测工件的安装、定位方式不正确,而造成检测产品的结果不准确。
2. 3 检测误差分析
( 1) 变值系统误差
方法1: 在多次检测中,将该组检测结果的剩余误差依次排列起来,如果剩余误差的大小有规律地朝一个方向变化,则在该组检测结果中存在着累积性系统误差。
方法2: 将检测结果的剩余误差依次排列起来,若发现剩余误差的符号有规律地交替变化,则在该组检测中存在着周期性误差。
方法3: 将检测误差画成误差曲线,如果曲线有既有线性变化的成分,又有周期性变化的成分,甚至在周期性误差中还含有周期不同的大周期性误差和小周期性误差,说明存在着按照复杂规律变化的周期性误差。
( 2) 定值系统误差
定值系统误差的大小和方向不变,如果产生它的条件不变,就很难发现它。为了发现在某种检测条件下是否存在定值系统误差,必须在另一种条件下重复进行检测,比较两组检测结果,看看是否存在明显的差异。
方法1: 若一组检测值是在两种检测条件下获得的,在第一种条件下的剩余误差基本上保持同一符号; 另一种条件下的剩余误差改变符号,则该组检测含有随检测条件改变的定值系统误差。
测得的测值分别为x1和x2,设△1和△2为检测方法的极限误差,如果 ︱x1 - x2︱ > △1 + △2则两组检测结果之间存在系统误差。方法3: 若x1,x2…,x i和y1,y2…,yi为同一个被测值的两组检测结果,将它们混在一起,按照大小顺序重新排列,统计一下次数较少的那一组检测值混合以后的排列名次,计算这组检测值排列名次之和。根据两组检测的次数查出和的上极限T +和下极限T -,若T -≤T≤T +则无根据怀疑两组检测结果之间存在系统误差。
方法3: 若x1,x2…,x i和y1,y2…,yi为同一个被测值的两组检测结果,将它们混在一起,按照大小顺序重新排列,统计一下次数较少的那一组检测值混合以后的排列名次,计算这组检测值排列名次之和。根据两组检测的次数查出和的上极限T +和下极限T -,若T -≤T≤T +则无根据怀疑两组检测结果之间存在系统误差。
方法4: 如果对某一被检测值进行多次检测,把全部检测值按照检测的先后顺序排列成x1,x2…,xn,并把检测值从中间划分为前后两组。如果n 为偶数,取n1 = n /2; 如果n 为奇数,取n1 = ( n - 1) /2。然后把全部检测值按照大小顺序进行排列,计算前半组n1秩和T。若T - ≤T≤T +则没有根据怀疑在该组检测值中存在累积性误差。
方法5: 若有两组一一对应的检测值,计算它们对应检测值差数的符号,若差数正的有n +个; 差数负的有n -个; 差数零的有nG个。取n +和n– 较小者为r。然后根据N = n + + n -,查“长度计量手册”符号检验用表得s 值。若r≤s 则有怀疑两组检测值之间存在系统误差。
( 3) 粗大误差
方法1: 设一组检测结果的剩余误差υi符合正态分布,这些剩余误差落在± 3σ 范围内的概率为99. 73%。这就是说在370 次检测中才会出现一次剩余误差超出± 3σ 范围的情况。出现了这种情况就是粗大误差,剔除该粗大误差的检测值以后,重新计算这组的标准误差σ 和剩余误差υi直到全部剩余误差都落在± 3σ 范围之内,即认为在这组检测值中不含有粗大误差。
方法2: 根据检测次数n 由公式φ( t) = ( 2n -1) /4n 算出置信区间± tσ。剩余误差υi超出± tσ范围的检测值,存在着粗大误差。
( 4) 具体案例
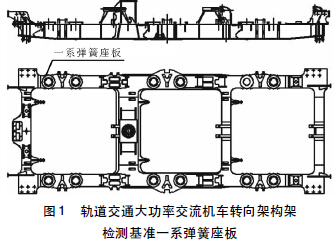
系统误差、偶然误差和粗大误差又是互相联系的,而且在一定条件下可以互相转换。在轨道交通工程车辆转向架构架整体加工的检测中也不例外。在现场的检测工作中,需要做大量的试验工作进行甄别和确定误差的类别,才能正确地做出处理、解决误差的方法。否则这些误差就像一团乱麻无法找到头绪。例如轨道交通大功率交流机车转向架构架产品图纸要求12 个一系弹簧座板的平面为构架上、下两个面所加工的部件高度方向的基准,其平面度不大于0. 5mm。在构架整体加工检测中,构架上、下两个面所加工的部件都要进行检测,为了达到设计、加工、检测基准统一,减少积累误差,根据图纸要求确定检测构架上平面所加工部件高度方向的基准12 个一系弹簧座板平面,也是检测构架下平面所加
工部件高度方向的基准( 见图1) 。
在生产中,所有的轨道交通工程车辆转向架构架都是放在数控龙门镗铣床上进行整体加工。构架整体加工完后要进行三坐标检测。在整体加工完的构架在通过三坐标检测后,发现12 个一系弹簧座板平面度的检测值与在加工机床上所检测的检测值相差很大。对此反复进行了验证。如果是加工超差,就必须完善加工工艺规程、调整机床加工程序。如果是检测误差,就要找到产生检测误差的原因,消除误差,确保检测的正确性。首先将多个已整体加工完的构架重新在吊放在机床的工作台上,采用百分表检测12 个一系弹簧座板的平面度都在0. 5mm 以内。再将三坐标检测值平面度大于0. 5mm 的构架同样吊放在机床的工作台上,采用百分表检测12 个一系弹簧座板的平面度也都在0. 5mm 以内。然而采用三坐标检测机多次检测同一个构架时会出现不同的检测值,而且检测值变化较大。这基本可以排除加工超差原因的存在。HXD1D 型大功率交流机车转向架构架长6. 9m、宽3m、高0. 9m,且焊接结构复杂。由于种种原因,检测方法不同,12 个一系弹簧座板平面度的检测值就有很大的变化。将一个一系弹簧座板平面度检测值超差的构架分别放在两台型号相同的三坐标检测机上,在相同的检测条件下,由同一操作员工进行多次反复的检测如果检测值还超差,可以排除存在着偶然误差及粗大误差。
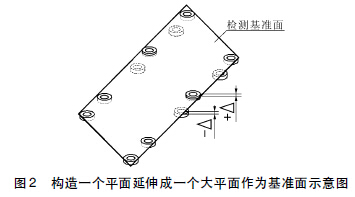
由于设备结构原因,在加工机床上采用百分表检测构架每一个一系弹簧座板平面度的检测值是绝对尺寸精度,而三坐标检测机所检测构架一系弹簧座板平面度是利用阿贝原则,任意在一个一系弹簧座板面上采点构造一个平面延伸成一个大平面作为基准面。然后再检测其它11 个一系弹簧座板平面度与该基准平面的相对检测值作为是12 个一系弹簧座板平面度的检测值( 见图2) 。
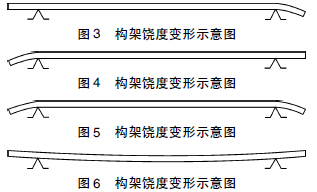
按照阿贝原则其它11 个一系弹簧座板平面都应该在这个延伸的大平面上,其检测条件被检测平面必须完全是刚性与延伸的大平面保持绝对平行。遵循这个原则的检测不会存在误差,否则就会存在阿贝误差( 见图3 - 图6) 。在三坐标检测机实际检测有超差的构架中,大部分构架的检测值误差的方向没有什么变化,但检测值超差的大小却忽大忽小,没有确定的变化规律。根据大量的试验这些超差值,随着检测构架放置在移动工作平台支撑跨度L的大小变化而发生变化。所以把检测构架放置在移动工作平台支撑跨度L 大小的最佳位置作为研究的重点。
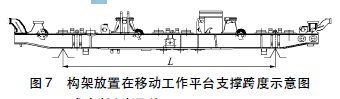
轨道交通工程车辆各车型的转向架构架的结构、几何尺寸都不一样,就像是各种不规则的几何图形,其重心不是通过简单的计算就可以得知。所以构架放置在移动工作平台支撑跨度L 的大、小没有规律可循。首先从理论上对各不同车型的转向架构架分别进行三维建模并根据构架结构重心平衡进行有限元分析,计算出支撑点距离。对这些计算出支撑点距离还要在实际检测工作中做大量的工艺试验并进行反复验证,以确定该车型转向架构架放置在移动工作平台最佳支撑跨度L 尺寸( 见图7) 。经过对构架检测支撑点长时期的研究试验,终于确定了大部分车型的转向架构架检测支撑点。例如广州地铁以及与广州地铁构架结构大致相同构架的跨度L尺寸为2. 4m; HXD1 构架的跨度L 尺寸为2. 8m;HXD1B、HXD1C、HXD1D 构架的跨度L 尺寸为4. 4m 等。这些确定的支撑跨度L 经过大批量生产检测结果的验证,检测构架的结果与实际结果产生偏差是否相符。
2. 4 减少检测误差
( 1) 检测基准
被检测的工件转向架构架,应遵守基准统一原则: 检测基准应与设计基准、工艺基准保持一致。构架翻面检测在重新确定X、Y、Z 三个方向的基准时,应采用第一次确定X、Y、Z 三个方向基准的平面作为基准 。
采用三坐标测量机检测转向架构架前,操作者必须明确工件的设计基准、工艺基准、检测基准。根据设计基准、工艺基准明确建立检测基准的被测元素,并确定建立坐标系的方法。
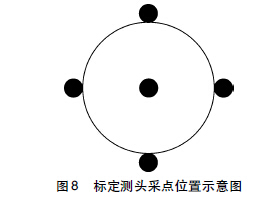
用来检测转向架构架的工具,外径千分尺、游标卡尺、内径百分表等都必须具备年检合格证。操作者在使用前,要对这些检测工具进行校对。三坐标测量机也必须定期进行较检。在三坐标测量机检测转向架构架前,操作者必须对测头进行标定,标定时至少测量5 个点,4个在赤道位置,1个在极点,低于赤道位置时注意避免测杆采点( 见图8) 。对X、Y、Z长度及高度用标准量块较检长度尺寸精度。用来标定三坐标测量机测头的标准球面上如果有污迹,只能用脱脂棉或白布蘸取适量酒精擦拭污迹,禁止用手触摸标准球面,长时间不用的标准球可用凡士林封存( 再次使用时擦拭干净即可) 。
( 2) 检测条件及方法
检测转向架构架三坐标测量机的操作者应受过专门或相关培训的专业人员。三坐标测量机使用环境为温度20°C ± 2°C,相对湿度不大于75%,操作间清洁,清理房间时应避免扬尘。检测工件前,应对构架表面进行清理( 特别是要清洗油污和金属碎屑) 和去毛刺。根据要检测特征元素,确定构架合理的摆放位置,采用合适的夹具,并保证尽可能一次装夹完成所有元素的检测,避免二次装夹。其它检测工具外径千分尺、游标卡尺、内径百分表等的检测面在检测时都必须用绸布擦拭干净( 见图9 - 图11) 。
采用三坐标测量机检测构架时,要按设计要求确定检测项点、内容和顺序。利用新制产品的第一个构架,按照加工后的检测蓝图建立构架坐标系后,通过手动采点的方式进行采点,然后将运行模式切换为CNC 模式,使用Calypso 的自动测量功能进行检测。运用自动功能进行检测的需有被检特征的理论值。并且在测头运动过程中需要注意测头的运动轨迹,即在适当的位置插入中间点确保测头处于安全位置。
三坐标测量机操作人员应对程序采点过程进行监控,采点位置尽量选择粗糙度好的位置,如果程序采点的位置不好,应暂停,消除此点然后采用手动采点的方式对此位置重新进行采点,然后继续程序其它采点。
3、 结语
随着生产和科学技术的发展,对检测的准确度和效率提出越来越高的要求。产品质量的提高,有赖于检测准确度的提高。随着产品数量的增加,也要求检测效率相应提高。为了检测准确,现大部分企业都采用一些具有先进检测技术的设备。检测水平的高低体现了一个企业制造水平的高低。所以在产品检测工作中,必须对产品的检测方法认真地进行研究,才能充分地发挥具有现代检测技术设备的优势。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>张家港市AAA轴承有限公司举行2014年度总结表彰大会
- target=_blank>分析仪器产业调研万里行"第二十站"——走访北京同洲维普科技有限公司
- target=_blank>外高桥自升式平台坞内升降首试成功
- target=_blank>大船集团完成收购大洋船舶股权工商变更
- target=_blank>“土星”公司完成涡轮机械试验设施改造国家合同

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

