
〔摘要」主要介绍了应用于汽车模具制造业的新工艺与新设备, 即高速锐与高速锐床, 从理论与实践两个方面论证了高速锐的使用效果。
高速加工起源于航空工业和汽车工业的需求, 近几年来,用于复杂曲面加工, 特别是汽车模具加工, 发展很快, 效果明显。其特点是高速、高精、高效。
1 、高速加工的概念
高速加工至今还没有明确的权威性的定义, 据资料报道,一般来说, 主轴转速) 1 0 o o o r / m in ( 高者可达2 0 0 0 0 一4 0 0 0 0r / m in ) , 进给速度20 ~ 3 o m /m in, 可称高速加工。
具体来说, 由于采用的刀具材质和尺寸以及加工对象材质的不同, 其参数范围也不相同。如有人认为, 用必12.7 m m 双刃球头端铣刀,12 0 0r /m in 切削R C 60 钢材, 切削深度0.s m m , 进给速度3m / m in , 即为高速加工。再如有人认为, 2.2 一5.sk w 主轴, 转速10 0 0一1 5 o o o r / m in , 进给速度7 ~ l o m /m i n , 表面切削速度3 0 0 m /m in, 就可称为高速加工。高速加工应被看成新一代加工系统。其所以能成功地应用于汽车模具制造, 是由于相关技术有了重大突破。在切削机理方面过去认为, 切削速度越高切削温度越高。
现经过试验证明,当切削速度超过某一数值( 6 。。m / m in) 之后, 切削速度再增高,切削温度反而下降。单位切削力也有类似规律。当切削速度超过某一数值( 2 0。~ 50 o m /m i n) 之后, 单位切削力开始下降; 在此之后, 切削速度再增加, 单位切削力几乎保持不变。
笔者曾现场考察用高速铣加工飞机整体壁板试件, 尺寸1 O 0 m m X 1 20 0m m , 筋高s o m m , 壁厚0.4 , 0. 6 , 0.s m m。加工之后, 试件表面光亮平整, 无挠曲变形。实践证明, 高速加工允许的进给速度比常规加工高5 ~ 10 倍, 单位时间去除材料多3 一5 倍, 切削力减小30 %, 刀具耐用度提高70 %, 加工费用减少20 % 一50 %。
这就为高速加工的广泛应用创造了良好的技术基础。在加工系统方面, 高速主轴、运动机构、动态特性, 以及相适应的数控系统均有重大突破。在刀具与刀具系统方面, 立方氮化硼(C B N )、陶瓷刀具、合理的刀具结构, 以及高刚性、高精度刀具系统的研制成功为高速加工提供了可能。
2 、高速铣床结构及数控系统
经过几年、甚至十几年的研究试验, 近年来, 意大利FI DI A公司、法国F o r e s t 一L in e 公司、美国I n g e r s o l l 公司、日本S h i nN i p oP n K o ik 公司等竞相开发, 相继推出于高速铣床。
2.1 基本结构特点
2.1.1 主轴
这是一个关键部件, 一般采用高速电主轴, 勿需中间环节,直接连接。
采用滚动轴承、陶瓷轴承、动静压轴承、磁悬浮轴承,在高速旋转下, 使摩擦力降低到最低限度, 精度保持长久; 一般采用喷雾润滑; 采用冷冻恒温措施消除热影响; 严格的动平衡使之能够高速旋转, 运行稳定、正常, 保持精度, 降低嗓音。
2.1.2 运动部件
经动态和静态特性模拟计算机分析, 尤其是动态特性分析, 对高速铣床来说更加重要。一般采用镶钢滚动导轨、静压导轨以减少摩擦、保持精度和响应速度。
由于移动速度高、加速度大, 结构设计应尽量减少质量和惯性。
2.1.3 传动机构与系统
采用带预紧力的滚珠丝杠或带有间隙消除装置的齿轮齿条; 要求交流伺服电机和驱动系统与高速运行相适应, 灵敏度高, 响应快。
2. 2 数控系统
在机床结构合理的前提下, 数控系统就是控制的核心。在高速情况下, 尤其是超精加工时, 控制刀具轨迹显得更加重要。
数控系统要具有高速、高性能: 主轴高速起动、旋转、停止;坐标移动快速起动、运动、停止; 可交换工作台、刀具快速更换;位置精度控制采样、插补运算; 对于高速铣复杂型面, “ 向前看” 功能及D N C 与网络接口功能要强等。尤其是“ 向前看” 功能, 对高速铣保持精确的刀具轨迹十分重要。例如, 加工程序从工作站高速输入数控系统, 而成为控制直线、圆孤和螺旋刀位信息块。当运行程序块时, 数控系统中的快速存储器检查执行队列中的程序块, 以便在刀具到达实际位置之前检查出轨迹的变化, 以调节进给速度, 适应不断变化的轮廓与曲线, 对复杂曲面进行高速连续加工。
数控系统具有对复杂的逻辑程序、表面几何形状和机床动力特性的内部数据进行分析的能力, 这样就能确定何时减速,何时增速, 以便在刀具轨迹精度方面达到零误差。5 坐标加工时, 对于摆角头的旋转与直线运动, 刀尖可能切入到不期望的曲率位置, 数控系统应具有相应的软件, 用于补偿这种运动, 使5 坐标加工途径以刀具中心为参考点, 保证在任何摆角方向上刀具与工件表面之间的最佳角度, 达到更精确的刀具轨迹。具有上述性能的数控系统才能在高速情况下获得高的精度及表面粗糙度。
3、 应用与效果
3.1 高速铁床主要用途
·加工冲压模具;
·加工模型与主模型;
· 加工注塑模具;
·加工E D M 电极;
·加工复合材料。
3 . 2 加工工艺实例
3. 2.1 加工金属注塑模具
模具材料: 合金钢, 一s o N / m m Z ;刀具: 必2 0m m , 圆柱端铣刀;超精铣: 切削速度, s o o m /m in ; 进给速度, 5 6 0 0 m m /m i n ;主轴转速, 1 4 o o o r / m in。
3. 2.2 加工车身模型
材料: 软材料( 可加工塑料;)
刀具: 必20 一25 m m , 棒铣刀;
铣削: 进给速度, 6 0 0 0 ~ l s 0 0 0m m /m i n ; 主轴转速,1 6 0 0 0 r / m in 。
3.2.3 加工E D M 电极
材料: 石墨、铜;
刀具: 曰6 m m , 棒铣刀;
主轴转速: 2 2 o o o r /m i n ;
进给速度: 5 0 0 0 一o 0 0 0 m m / m in 。
3.2 .4 加工模具
材料: 铸铁、钢( H R C 3 5 ~ 4 0 ) ;刀具: 必16 m m 或曰s m m , 双刃棒铣刀;切削深度: 粗加工, l m m ; 半精加工, 0. s m m ; 精加工,0.3 m m ;进给速度: 粗加工, 7 0 0 o m m / m in ; 半精加工, g o o o m m /m i n ; 精加工, 1 2 0 0 0 m m / m i n 。
3.3 高速铁与普通铁加工效果比较
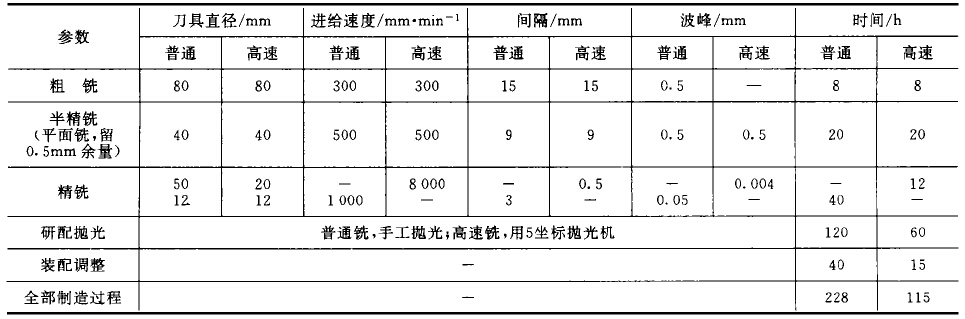
以加工车身行李箱后盖冲模为例, 详见下表。从表中可以看出, 高速铣具有明显的优越性。
普通铣与高速铣加工车身行李箱后盖冲模比较表
4 、高速铣床简介
前面已经介绍了几个厂家推出的高速铣床。新日本工机虽称高速铣, 但主轴转速只有s 0 0 0 r / m in ; 意大利FI D IA 公司的高速铣床, 类似于无升降台式铣床, 最大尺寸2 o 0 m m X l o 0m m x s o o m m , 或3 o o o m m x 一o o o m m x s o o m m , 适合于中小模具制造。
对于汽车模具制造, 较适合的高速铣床为法国F or es t -iL n e 公司的高速铣床— M I N U M A C T H。M I N U M A C T H 是一种双摆角5 坐标高速铣床, 其主要技术规格、性能如下:
( 1 ) 规格
·行程: X , 4 0 0 o m m ; Y , 2 7 0 0 m m ; Z , 1 5 0 0 m m ; B , 士1 1 0 0 ; C , 士2 0 0 0 。
·工作台顶面到主轴端面距离: o 一1 50 o m m。
·立柱间距离: 2 40 o m m。
·铣头: 主轴锥度,15 0 50 ;主轴转速, 2 0 0 0 一3 0 0 0 0 r / m i n 无级; 主轴最大功率, 1 8 k w ( 2 4 0 0 0 r / m in ) ; 主轴扭矩, 7 N·m。
·进给速度: X , Y , Z 坐标。一2 0 o o o m m /m i n ; 丑,C o 一3 6 0 0 0/m in 。
( 2) 性能机床结构、动态特性完全符合上述高速铣床的技术条件。如主轴加减速特性, 从。一24 o o o r / m in , 加速时间为1 5 ; 从最大转速到停止, 制动时间为8 5
。型面加工精度一般可达士0.0 5m m , 阴阳模一致性合模精度可达士0.o 25 m m, 刀痕小于0.0 0 5m m。
( 3 ) M I N U M A C T H 机床配有N U M l o 6 o 数控系统, 也可选用F I D IA Z。/ 3 。系统。N U M 1 0 6 0 数控系统是目前较优秀的数控系统之一, 完全满足高速铣床的要求。
forest line愿与北京航空工艺研究所合作制造和提供技术服务及技术保障。
5 、高速铣对汽车模具制造的影响
传统工艺过程: 仿形铣~ 研配~ 手工打磨( 反复多次) ~ 抛光~ 合模试验~ 整修~ 试模~ 成品模。研配打磨工作量很大,费时, 劳动条件差, 精度不高。数控加工工艺过程: 3 坐标数控铣~ 后边工序同上。数控铣比仿形铣效率高。改进后工艺过程( 已有3 坐标数控机床): 3 坐标数控铣~ 5坐标高速铣~ 研配~ 少量打磨~ 合模试验~ 小修~ 成品模, 可
大大减少研配和打磨工作量。
新工艺过程: 5 坐标高速铣~ 研配~ 少量修磨~ 合模试验~ 小修~ 成品模。研配修磨量很小, 大大改善劳动条件, 精度高, 协调性好。这里要强调说明, 5 坐标加工比3 坐标加工更优越, 加工效率高3 一4 倍, 尤其对凹凸模来说合模的协调性好, 可缩短调整时间。
汽车模具制造业所追求的目标:
( l) 提高快速反应能力, 以适应市场车型变换的要求;
( 2) 提供高精度、高质量的模具;
( 3) 提高模具的协调性, 减少调整时间;
( 4) 提高效率, 降低成本, 缩短交付周期;
( 5) 减轻劳动强度, 改善劳动条件。
要达到上述目标, 采用5 坐标高速加工是一条可行的技术途径。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>瓦尔特助力江淮铸造顺利实现发动机缸体加工工艺调整
- target=_blank>伊斯卡探索孔加工真相
- target=_blank>浅谈汽车模具加工技术
- target=_blank>EMAG 开发VLC 100 GT 机床为一次装夹中复合各种加工工艺并大幅降低加工节拍实现精密加工
- target=_blank> 应用数控设备加工机车柴油机凸轮轴的难点解析

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

