
摘要: 分析了作为一种高端加工方式的五轴联动加工在提高工件加工质量方面广泛的应用前景。在汽车覆盖件拉延模具成型曲面加工过程中, 通过控制五轴联动数控机床的刀具轴矢量, 可以有效地避免静点切削、使用更短的刀具加工陡峭侧壁并可做到使用单一程序加工完工件整个有效型面部分,减少接刀痕迹,从而有效提高覆盖件拉延模具型面加工质量。
对于汽车覆盖件拉延成型模具的加工, 由于该工序的重要性以及成型曲面的复杂性, 主要由数控机床来保证成型曲面的加工质量。使用数控机床加工汽车覆盖件模具的方式主要包括二轴半加工、三轴联动加工、轴加工和五轴联动加工。前种方式已经在生产中取得广泛应用, 是绝大部分模具制造企业的主流加工方式。五轴联动加工是一种技术上相对更为复杂的加工方式, 在早期主要应用于解决复杂的压缩机整体叶轮之类特殊对象的加工难题。随着对汽车覆盖件质量要求的提高以及五轴联动加工机床应用越来越广泛, 这种加工方式在汽车覆盖件模具加工中的使用范围和频率有提高的趋势。根据最近的研究以及在加工中的探索对这一种加工方式在汽车覆盖件拉延模具加工中的应用要点进行探讨和分析。
1、五轴联动加工在汽车覆盖件模具加工中优势
由于五轴联动机床主轴上的刀具相对于工件( 或工件相对于刀具) 能形成各种角度位置关系, 五轴联动机床在具备三轴联动数控机床全部功能的同时, 解决了传统三轴联动数控机床不能完成的如下难题。
(1) 通过控制刀具轴的倾斜位置实现使用一条刀具路径加工完成整个模具的有效型面, 避免使用多条刀具路径而带来的不必要的接刀痕迹。
(2)通过倾斜刀具轴, 避免使用过长的刀具只需要使用较短的刀具即可完成加工大型覆盖件模具具有的深长型腔和高陡峭壁结构, 从而有效解决因为长刀具的刀轴偏摆而引起的模具型面加工过切和欠切等问题。
(3) 通过倾斜刀具轴, 避免使用球头刀具精加工曲面时产生的“ 静点切削” 情况出现, 可以有效提高空间自由曲面的加工尺寸精度和表面质量。
(4) 通过倾斜刀具轴’ 可以使用平头铁刀的侧刃一次加工完模具上的倾斜结构平面, 为模具工件加工带来更快的加工效率。
2、五轴联动机床刀具轴矢量方向控制方式
五轴联动加工也被称为连续五轴加工, 是指在五轴机床上进行五根运动轴同时联合运动的切削加工形式。这种加工方式的核心是刀具轴矢量的控制。从几何上分析, 数控机床的刀具轴矢量是一根带有正负方向之分的直线, 主要方法有以下5种:
(1)与机床轴重合或平行。二轴半加工和三轴联动加工时, 刀轴与机床轴一般是共线的。
(2)与走刀方向矢量构成一定角度, 这个角度被称为前顷角。
(3)在与走刀方向垂直的平面内, 与机床Z轴构成一定角度称这个角度为侧倾角。
(4)刀具轴矢量朝向或背离某一几何要素, 几何要素包括点、直线、曲线。
(5)定义刀具轴矢量的I、J、K值。当定义I=0、J=0.5、K=0.5时,代表这根直线与X轴垂直, 与Y轴成45度夹角, 与Z轴成45度夹角。
将上述直线定义方法具体化法就可以形成CAM 系统中广泛使用的刀具轴矢量控制能力。
3、汽车覆盖件模具五轴加工
一般地, 构成模具工件的几何特征可以分为结构平面特征和成型曲面特征两大类。结构平面特征包括大水平面、深长垂直平面、导套孔等结构, 它们主要是二维特征,使用二轴半以及三轴联动加工方式已经能胜任加工任务。结构平面特征中还包括一些倾斜结构平面, 这类结构的加工一般通过调用五轴机床的侧铣头使用3+2轴加工方式来完成加工。
模具工件中的成型曲面特征则包括各工步模具的有效成型曲面部分、辅助成型曲面部分以及拉延筋结构部分寿。这些特征基本上属于二维自由曲面的范畴, 根据其空间形态位置可将这些成型曲面归纳为3类。
(1)较为单舦面积区域型面。汽车覆盖件中晒棚、弓擎盖外板、左右车门外板等可以归纳到这一类中。
(2) 较为单的陡山肖区域为主的成型曲面。如汽车行李箱盖外板零件。
(3)由浅滩曲面和陡峭曲面组成的成型曲面。汽车翼子板以及大部分覆盖件内板可以归纳到这一类中。
基于五轴加工工艺分类的汽车覆盖件模具工件特征如1图所示。
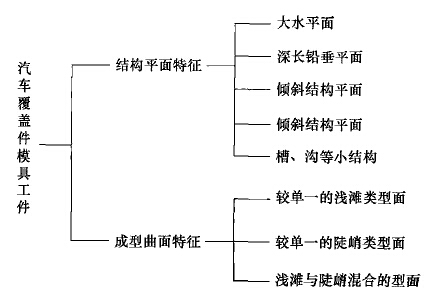
图1 汽车覆盖件模具工件特征
3.1 较为单一的大面积浅滩区域型面加工
顶棚、引擎盖外板、左右车门外板模具是这类特征的典型代表。以顶棚拉延凸模加工为例三轴加工方式如图2所示。存在的不足之处是大部分有效成型曲面是由球头刀具中不具备切削速度的刀尖点( 称为静点) 成型出来的, 由于存在有挤压现象, 型面表面质量不高, 如图所示。
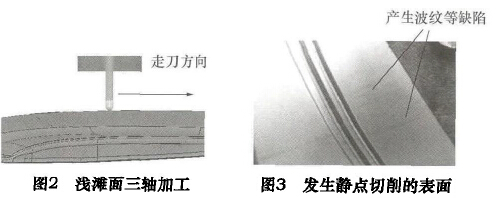
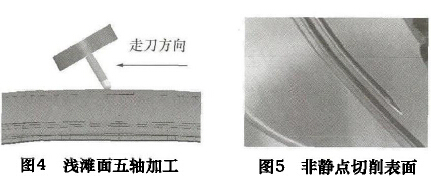
在加过程中, 适当将刀具轴相对于机床主轴倾斜一个角度后, 形成五轴联动加工。这种加工方式如图4所示。自預免了球头敏卿静点可有效提高表面加工质量, 如图5所示。
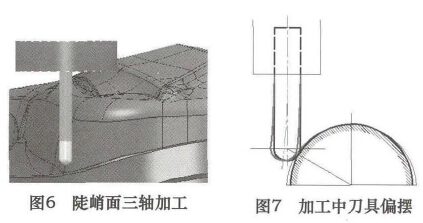
3.2 较为单一的陡峭区域为主的成型曲面加工
行李箱盖板零件是这类特征的典型代表,相对于机床主轴, 绝大部分型面为陡峭型面。三轴加工方式如图6所示。存在的不足之处,是为了避免机床主轴碰撞到型面, 需要使用伸出主轴夹头较长的刀具来加工深部的陡峭曲面, 由于刀具悬伸量过长, 不可避免地增加了刀具的弹性让刀偏摆量, 常常会引起“ 过切” 和“欠切” 等问题, 如图7所示, 模具尺寸精度得不到保证。
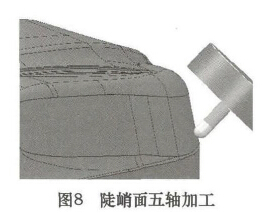
棚工、账酬曲耐当将刀翻相对于机床主轴倾斜一个角度,形成五轴联动加工。这种加工方式如图8所示。这样可以使用伸出量更短的刀具来加工陡峭侧壁, 由于减小了刀具的弹性让刀偏摆量, 提高了模具工件的尺寸加工精度。
3.3 由浅滩曲面和陡峭曲面组成的成型曲面加工
翼子板模具是这类特征的典型代表。其三轴加工方式存在的不足之处是成型曲面中的一部分浅滩曲面是由球头刀具静点切削出来的表面质量不高另一部分陡峭曲面由于刀具悬伸量过长会导致出现“ 过切”和“ 欠切”的问题。
在五轴联动加工中, 根据模具工件成型曲面的形状具体地调整各局部型面加工位置的刀具轴矢量。由于避免了球头铁刀的切削静点使用更短悬伸量的刀具来加工陡峭曲面可有效提高表面加工质量和尺寸精度。
4、实施案例
顶棚拉延凸模工件的成型曲面属于典型的较单一的大面积浅滩区域表面, 对该类结构的加工, 使用Powet MILL 软件作为自动编程平台, 应用五轴联动加工方式的加工工艺路线如表1所示。
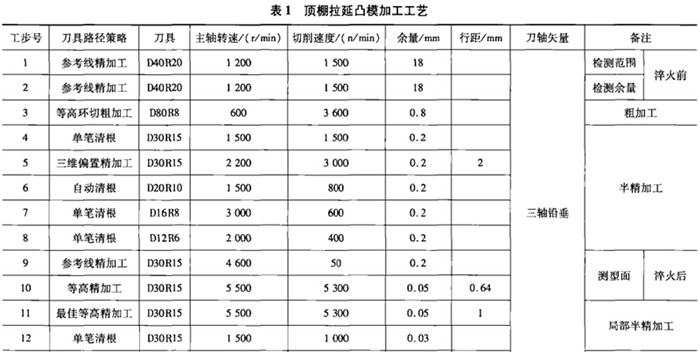

经过验证, 该工艺路线有效的提高了大面积浅滩曲面的表面加工质量。
5、结语
通过避免球头刀具的切削静点、使用更短伸出量的刀具以及单一程序加工等方面的改进, 五轴联动加工方式可以有效地提高汽车覆盖件模具的加工质量和尺寸精度。在实际生产中, 将五轴联动加工技术应用到汽车覆盖件模具的加工中还处于初期起步阶段在提高五轴联动加工的效率以及其编程难易程度方面,还需要展开进一步的深人研究。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>柴油机薄壁件飞轮壳孔系加工工艺的改进
- target=_blank>轴箱体加工工艺分析及质量改进
- target=_blank>基于数控插铣技术的轿车侧围件压料板模具钢件的加工
- target=_blank>浮动支承板在柴油机零件加工专机上的应用
- target=_blank>具有检测功能的锥锪钻设计

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

