
摘要:高水头的混流式转轮、水泵转轮和水泵水轮机转轮的先进制造工艺(以前仅用于冲击式水轮机)的发展引领一场转轮制造技术的创新。这成就了转轮制造过程的良好可达性、转轮质量的提升和电站营运的良好效益。本文聚焦转轮制造新工艺的发展、不同的工程应用以及其比较优势,特别是其在高水头转轮制造的比较优势。高水头转轮流道形状复杂,机械加工和铲磨的可达性受到几何结构的限制。整铸或铸焊(叶片、上冠、下环分别铸造后焊接成形)等传统制造工艺难于凑效。对于此类高水头转轮,本文展示的先进制造工艺具有明显的优势。
先进制造工艺领域的持续研发引领一次冲击式水轮机制造工艺的创新。新工艺成就了水斗高压区域的材质的优良性能、增长的设备无裂纹安全运营期和降低的维护成本。从1992 年MiroGussTM工艺(此为安德利茨水电部专利技术,译为“微铺焊工艺”)首次成功运用于冲击式水轮机制造,在这14 年里(1992-2006),运用这种先进工艺已累计生产300 多个转轮。

图1 MicroGussTM 新工艺制造水斗
MiroGussTM 专利是一项以机器人控制的堆焊为特征的制造工艺。MiroGussTM 专利技术在冲击式水轮机制造上的成功应用是其在其他产品上推广应用的一个重要的客观原因。两年前(2004 年),高水头转轮的制造开始应用MiroGussTM 专利。安德利茨在各式各样的水轮机转轮制造工艺有相当丰富的体验,因此能够将MiroGussTM 与其他制造工艺做一个合理可信的对比分析。
1、 MiroGussTM在混流式、水泵、水泵水轮机转轮上的应用概述MiroGussTM 是一项安德利茨持有的自动焊接堆积成形的增材制造专利技术。此专利用气体保护焊将焊接金属一层一层堆积起来的。专利特征如下:
(1)焊丝持续送进并电弧融化;
(2)焊接融化池由惰性混合气体保护防止氧化;
(3)焊接的所有工艺参数和几何成型参数均由计算机控制;
(4)此工艺完全由机器人实施。对于流体机械的转轮,13/4CrNI(ASME:A-487,CA6NM)是经过实践验证的具备强度、韧性、抗蚀性和可焊性综合性能的最佳选择。
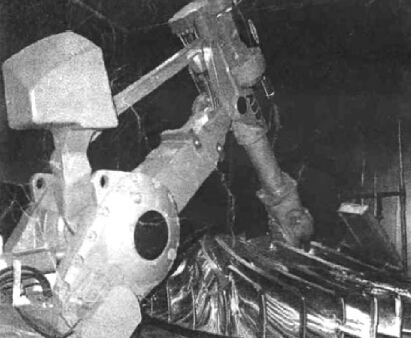
图2 机器人堆焊混流转轮叶片
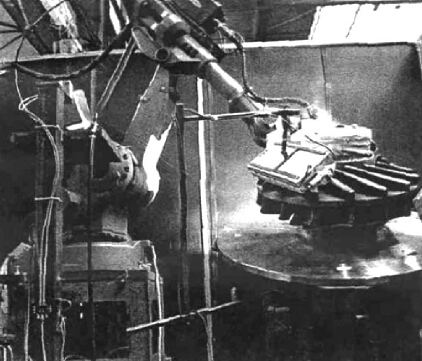
图3 机器人堆焊Muota 电站的双混流式转轮叶片
MiroGussTM 工艺理所当然也选择这种材料。经标准的去应力退火处理后,MiroGussTM工艺成形件材质的机械性能明显优于不锈钢铸件标准的最低要求。
表1 MiroGussTM 新工艺在混流转轮上的应用
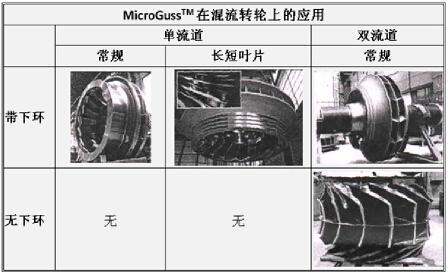
表2 MiroGussTM 新工艺在水泵转轮上的应用
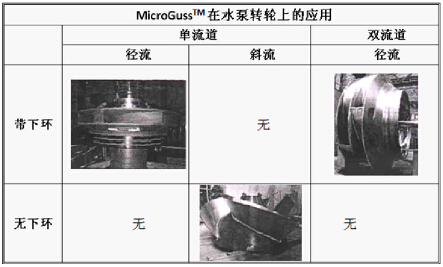
MiroGussTM 新工艺在混流式转轮和水泵水轮机上的应用表1 和表2 所示。从技术的角度分析,MiroGussTM适用于所有比转速的转轮制造。但从经济角度分析,此工艺适
用于窄流道狭长叶片的转轮制造,换言之,适用于高水头低比转速转轮的制造。
2 、MicroGussTM 工艺过程
MiroGussTM 工艺以高水头径流转轮流道的机械加工、铲磨、无损探伤的出色的可达性为特征。相比而言,传统铸造工艺的可达性受结构限制。这种新工艺保证了转轮过流面100%的可达性。其详细设计和制造过程如下:
(1)通过数字流态分析(模型试验验证)、应力分析和断裂分析设计完整转轮的三维数学模型。
(2)精加工上冠的外形及过流面。如图4 序A。
(3)运用MiroGussTM 工艺在上冠上一层一层的长焊叶片。每个铺焊层按照叶片断面的形状、尺寸和预先优化的焊接路径铺焊。所有的几何数据和焊接参数先从电脑上传输到工艺过程控制器,然后再传输到焊接机器人、变位机和焊机,以便MiroGussTM工艺在无人工干预下自动完成。如图4 序B。
(4)热处理去应力。
(5)数控精加工MiroGussTM 工艺生长的叶片形成水力设计要求的形状。如果流道过于狭小,可达性太差,MiroGussTM长焊和数控精加工可以分两步循环实施。如图4 序C。
(6)铲磨抛光叶片。由于叶片形状已经由数控精加工精确成形。铲磨主要用于光滑表面而不是用于成形。
(7)依据质量计划对转轮叶片进行全面的无损探伤检查。由于转轮的下环尚焊接,探伤的可达性良好,能够保证100%无损探伤。
(8)焊接下环。根据下环焊接的可达性,可将下环分段焊接,然后铲磨焊缝到设计的表面形状及粗糙度并对焊缝无损探伤。如图4 序D。
(9)热处理去应力。
(10)精加工转轮外形。如图4 序E。
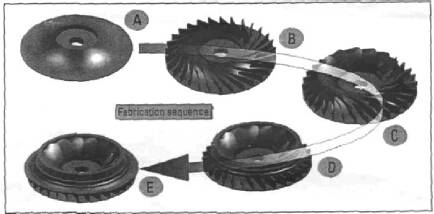
图4 长短叶片混流式转轮制造过程
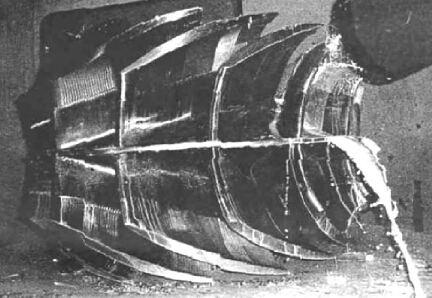
图5 数控加工Muota 双混流式转轮
3 、Pradella 电站混流式转轮的实践
2003 年,安德里茨水电部获得修复瑞士Pradella 水电站4 台单机容量80MW 的高水头混流式水轮机的合同。转轮修复工程的目标如下:提高转轮效率,预防空蚀(因为水中泥沙含量大,这一点非常重要)和保证零件材质的高质量。在仔细地评估制造工艺的成本和产品质量后,决定在这类高水头水轮机混流式转轮首次应用MicroGussTM制造工艺。
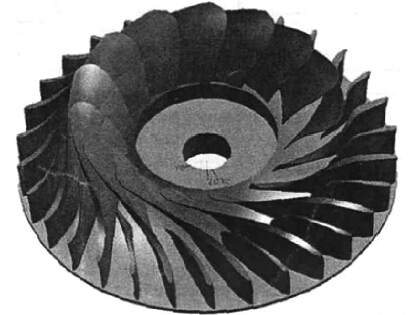
图6 Pradella 电站混流式转轮的三维数字模型
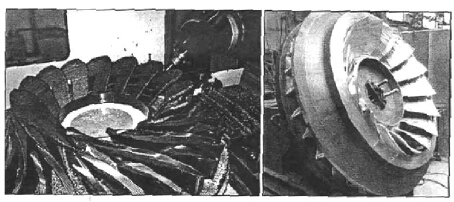
图7 Pradella 电站转轮数控加工和成品
该转轮采用长短叶片形式,通过高级CFD 设计,通过相似理论的模型试验验证。对于这种长短叶片混流式水轮机转轮。MiroGussTMTM工艺的优点在于机械加工和无损探伤的出色可达性,能够保证水力叶片面轮廓精度和优良的材质性能。基于长短叶片混流式水轮机转轮的3D数学模型,并考虑30 个叶片(15 个长叶片、15 个短叶片)的数控机加工的可达性,制定了相应的制造工艺方案。为允许在非常狭窄的叶片间的空间内进行数控机加工,叶片的焊接工艺必须分2 阶段进行,在完成第1 阶段焊接后,进行数控机加工、铲磨和无损探伤;再继续进行第2 阶段的焊接、加工、铲磨和探伤。为防止泥沙对转轮的冲蚀,转轮复杂的过流表面通过热溅工艺涂以HVOF 涂层。2004 年5 月,首台经涂层的转轮成功交付使用。现场试验证明:效率提升达到合同要求。在这四个混流式水轮机转轮的制造过程中,引进了几项改进技术,制造成本不断下降。趋势表明,后续转轮制造进一步的技术改进将相应的降低制造成本。
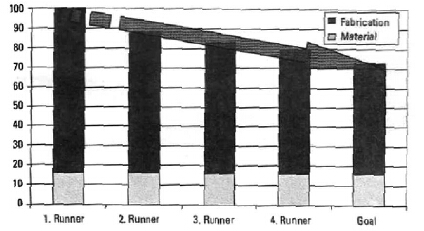
图8 Pradella 电站长短叶片混流式转轮成本下降曲线
4、 Ferpecle 电站水泵转轮的实践
抽水蓄能对于满足峰值电力需求变得越来越重要。在瑞士,Ferpecle 抽水蓄能电站将水抽到Grande Dixence 水库,通过高水头冲击式水电站( Fionnay 和Nendaz) 产生峰值电力。因为现役转轮已陈旧不堪,Perpecle 电力公司决定用材料、设计和水力性能更加优良的新转轮替换3 个现役转轮,但需保持外部几何尺寸相同,以保证所有机组的互换性。,安德里茨水电部决定提供用MiroGussTM 专利工艺制造的3 个水泵转轮以保证客户的性能要求。
Ferpecle 的水泵转轮是基于7 个叶片的经水力试验验证的模型转轮,其叶片长而高度低,但其可达性尚好,采用MicroGussTM 专利工艺可一次性堆焊出叶片毛坯。同样,数控机加工也可一次装夹后完成。在组装下环之前,完成研磨与无损检测。这样可以保证转轮流道的精密制造公差。其最大的挑战是:在充分保证焊接质量与机械强度的前提下,如何将下环作为一个整体焊接到叶片上。经适当调整相关的焊接参数和焊接设备后,这一挑战得以应对。
图9 Ferpecle 水泵转轮MicroGuss 堆焊毛坯和成品
5、 MiroGussTM 相对于铸造的比较优势
混流式、水泵和水泵水轮机制造MiroGussTM新工艺是一项发展中的新技术。其优势在于:
(1)在合同需要进行模型试验的情况下,制造过程的开始并不依赖于转轮叶片的水力模型的最终确定,上冠与下环可在合同签订后立即采购,在上冠加工且叶片形状确定后,马上就可开始Micro-GussTM 焊接过程。
(2)由于机加工、研磨和无损检测的可达性,可以获得不折不扣的高品质和高精度的水力流道形状。
(3)由于消除了水力形状不允许的轮廓偏差,气蚀和效率不足的风险得以降低。
(4)MicroGussTM 生产与有资质的铸造厂的有无以及其生产能力无关。铸造厂的经验匮乏,像转轮这样的需要高铸造技术产品的最终质量和交货等问题,对MicroGussTM 技术的应用也没有任何影响。
(5)高水头混流式水轮机、水泵-水轮机和水泵转轮承受高动态载荷和寿命周期循环疲劳。就这一点,高水头转轮与冲击式水轮机转轮类似,MiroGussTM工艺相对于整体铸造工艺也有相同的优势。
(6)根据特定的需求,可将不同材料应用在同一的转轮(铸造或锻造上冠和下环)不同部位。
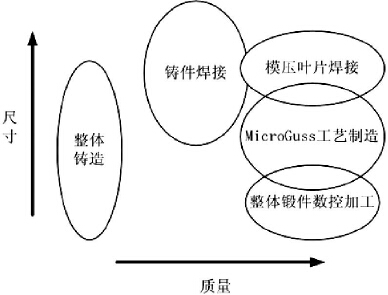
图10 几种工艺方法的适用范围
安德里茨水电部在替代叶片的铸造工艺方面也采用过其他制造工艺。这些工艺包括:
(1)非等厚模压预先机加工的钢板制造叶片;
(2)整锻毛坯数控机加工制造转轮。

图11 非等厚模压成形叶片(板坯已机械加工)
以上两种工艺,加上MicroGussTM 新工艺,允许我们以非常灵活的手段应对特定工程的特殊要求(设计标准、尺寸、采购和发货时间)。相对于铸造工艺而言,图10 展示三种工艺方法的适用范围。考虑以下实际情况,我们将MicroGussTM 工艺与其他工艺作进一步对比。相对于用铸造或模压叶片焊接的转轮的优点在于:
(1) 在最终确定转轮叶片的水力形状之后,可以立即开始MicroGussTM 制造过程。而铸造叶片必须先制造铸模,模压叶片,必须制造压模。这样运用MicroGussTM新工艺可以缩短交货周期,对于一系列转轮中的首个转轮尤为关键。
(2) 高水头混流式水轮机转轮,尤其是长短叶片转轮,叶片和上冠之间焊缝焊接的可达性经常受到几何结构限制,而Micro GussTM 工艺具有100%的可达性。
MicroGussTM 工艺相对于转轮分上下两段锻造,数控加工后焊接成形的制造工艺,其优点在于:
(1)从经济角度看,转轮分两段锻造,数控加工后焊接成形的制造工艺仅适用于直径非常小的转轮。MicroGussTM 适用于中小型尺寸。
(2) 对于小型转轮,两分段之间焊接的可达性同样存在问题,分段后再切分下环又不合实际,而对于MicroGussTM 工艺,切分下环却行之有效。
6 、MiroGussTM 为发电公司带来的效益
从电站业主的角度看,MicroGussTM 具有如下优点:
(1)由于100%的数控机加工和无损检验,产品质量高;
(2)基于唯一的3D水力形状数据的数控制造过程,保证最终叶片形状的高精度以及与3D数字模型的一致性;
(3)MicroGussTM 转轮的交货周期大大缩短;
(4)在高动态载荷情况下,与整体铸造相比,寿命延长;
(5)单个供货商负责。
7、 结语
现役的大多数混流式水轮机的转轮和水泵转轮都是铸造生产的。考虑到转轮尺寸、机加工、铲磨和无损探伤检验的可达性等因素,MicroGussTM制造工艺具有许多优点,将为电站营运商带来效益。它是一种保证高质量和高效率且行之有效的工艺方法。
铸造可看作一项成熟的完全开发的技术,相对而言,MiroGussTM工艺还有进一步改进和优化的余地,MicroGussTM 为转轮制造工艺持续创新打开了一扇门,它将引领我们进入高水头混流式水轮机、水泵水轮机和水泵转轮先进制造工艺新时代。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>常熟思达耐把全部刀具的优化任务都交给了瓦尔特
- target=_blank> 基于CATIA V5的模具成型零件数控加工技术应用
- target=_blank>西门子802D sl 的数控磨床对刀功能开发
- target=_blank>法利莱工程师答汽车行业中激光焊应用
- target=_blank>高精密工业加工之下的“管鲍之交”源于几何?

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

