
【摘要】由于筒形制件的形状特点,在其侧壁上进行冲压成形加工也具有特殊性。本文就压缩机缸筒侧壁冲孔成形工艺示例分析的基础上,详细说明了悬臂支撑机构在克服冲裁力和成形力引起的弯矩的前提下,实现筒壁冲孔成形工艺的全过程。
1 、引言
民用空调冰箱压缩机缸体的冲压生产形式,通常有4种形式:①“剪板+冲压成形+卷板+焊接”;②“定制有缝钢管+冲压成形”;③“定制无缝钢管+冲压成形”;④“剪板+拉伸+修边+冲压成形”。上述4种生产形势,第3和第4种形式其缸体强度最高,更能满足压缩机寿命提高之要求。本文从定制无缝钢管冲压成形的工艺及模具设计,来说明斜楔机构支撑装置在悬臂冲压中的应用。
2、 冲压件工艺分析
压缩机缸体为无缝钢管,缸体较长,其缸壁上设计有成形面和工艺孔,如图1所示,以安装制冷剂运行的输入和输出管路,同时在形面上安装电子装置。因缸体为筒形结构,冲压毛坯在模具上的定位与安装,势必要穿过筒内壁;同时,冲压成形凹凸模,必须置于筒内,且尺寸较长,因此,成形凹凸模的横向尺寸和刚性都受到严格限制,并且冲压成形产生的弯矩较大,如图2所示。因此,为提高模具刚性和保证冲压连续生产,在模具中设计实施了斜楔机构支撑装置,如图3所示,克服悬臂冲压产生的弯矩,同时保证了连续生产(斜楔机构滑块自动回程),提高生产率。

图1 压缩机缸筒制件3D
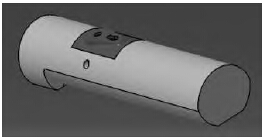
图2 模具悬臂(成形凹模)制件3D
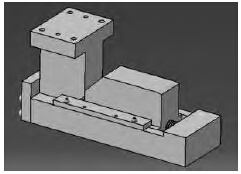
图3 水平斜楔机构支撑装置
3、 模具结构设计
为克服冲压成形产生的弯矩影响,模具中设置的斜楔机构支撑装置是本文的关键阐述之处。
模具结构采用典型的冲压7板模,如图4所示,即从上至下为:上模板、上模垫板、凸模固定板、卸料版、凹模板、凹模垫板和下模板。
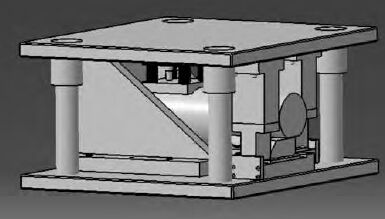
图4 缸筒悬臂冲压模具结构3D
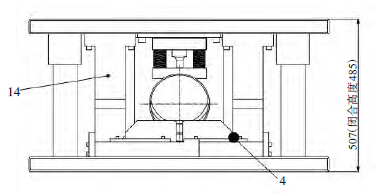
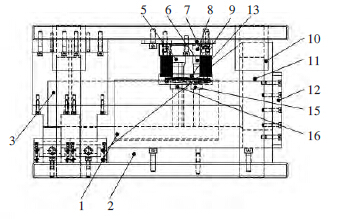
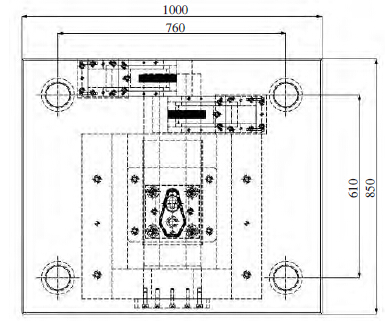
图5 缸筒悬臂冲压模具结构
1.缸筒2.基座3.悬臂4.斜楔机构5.凸模Ⅰ 6.凸模Ⅱ 7.上模垫板8.凸模固定板9.卸料板10.导套11.导柱12.悬臂固定板13.卸料弹簧14.驱动块15.凹模镶块Ⅰ 16.凹模镶块Ⅱ
5、 结束语
经过5,000件量产测试评估,模具运行可靠,冲孔和成形质量稳定,适用于压缩机缸筒的大批量生产。水平斜楔机构的滑块除空载的水平摩擦之外,还要承受驱动块的冲击和冲压成形时的竖直载荷,因此磨损有加剧倾向。在滑块的驱动面和承载面上,分别设置可更换导板(高力黄铜),可有效提高抗冲击和抗压能力,保障该水平斜楔机构支撑装置运行的长期可靠。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>大直径高锁螺栓孔的钻制技术研究与应用
- target=_blank>汽车零部件粉末冶金模具高效率电火花加工解决方案
- target=_blank>模具型腔的高速切削加工工艺研究
- target=_blank>REXROTH DKR主轴驱动在数控机床改造中的应用
- target=_blank>SW机床助力大陆汽车系统实现产能效益双提升

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

