
摘要:介绍了一种柴油机机体止口加工的组合机床的改进设计, 经实际应用, 既保证了止口的加工精度, 又大大提高了机床的生产率。
柴油机机体是一个结构复杂、负荷大、加工精度要求很高的零件, 其中机体气缸套孔止口深度的加工精度及止口底面与气缸套孔中心线的垂直度要求, 一直是行业中工艺上的难题之一。这两项技术要求, 将直接影响气缸套孔凸缘上平面到机体顶面的突起量大小,影响缸盖与缸套凸缘之间气缸垫的压合松紧程度, 从而影响缸垫寿命、气缸漏气和气缸压缩比, 最终影响柴油机的性能和油耗量。本文结合51 95 柴油机机体加工, 对机体精镬孔工序组合机床进行了改进设计, 较好地保证了机体止日加工精度, 投入生产后经连续使用, 获得了满意效果。
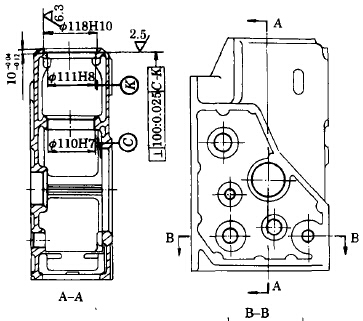
一、S195 柴油机机体止口加工技术要求
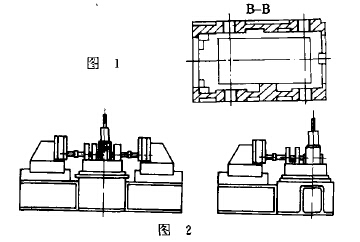
图1 所示, 为s195 柴油机机体3 面精撞孔工序图及部分技术要求, 图2 为该工序组合机床的总体布置形式。该机床为液压驱动、微机控制的3 面7 轴卧式撞孔机床, 除装卸工件为人工操作外, 其余预定的工作循环均是连续地自动完成加工件材料为HT200, 机床从3 面同时加工2 3 个孔, 幢孔粗糙度达R 1.6 , 尺寸精度为H 7 , 其中气缸套孔止口深度为1 0(上0.04,下0.17之间) , 止口底面与气缸套孔中心线的垂直度为0.02 5/ 100。
二、组合机床的改进设计方案
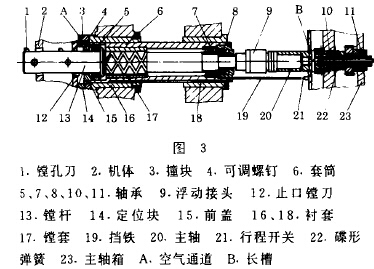
为了保证气缸套孔止口深度的加工精度和止口底面与气缸套孔中心线的垂直度要求, 本机床主要采取了以下几方面的改进措施, 如图3 所示。
1. 采用合理的刀具安装和止口底面加工方法
性孔刀具1、止口刀具12 安装在同一幢杆13 上,精禅气缸孔和止口加工同时完成, 以保证止口与气缸孔有较高的同轴度。止口底面加工中, 不采用镬车法,而采用刮削法。当机床液压滑台前进到终点时, 即顶在滑台死挡铁上, 此时一方面行程开关发出主轴电机停止转动的讯号, 另一方面液压滑台油缸压力升高, 使压力继电器延时发讯, 令滑台退回原位, 在延时阶段内,主轴依靠惯性继续旋转, 即可将止口底面刮平。
这样既保证了止口底面与止口中心线的垂直度, 又大大提高了机床的生产率。
2 . 采用合理的定位方法
本机床加工中, 气缸套孔与主轴孔在同一水平面上, 加工止口时如果采用一面两销定位, 由于机体定位孔一与定位销的制造误差、定位孔与缸盖面的尺寸误差、定位孔孔间距误差、定位销销间距误差、定位孔与定位销之间的间隙、定位销与定位套之间的间隙以及定位孔、定位销、定位套的磨损量等等, 因而定位误差较大( 约有.0 05 m m )。为了减少定位误差, 采用机体气缸盖面上的一点作为定位点, 以定位块14 定位。
3. 减少热变形的影响
一般撞床加工中, 止口深度是通过液压滑台上的死挡铁来控制的。由于主轴箱内主轴20、通过浮动接头9、撞杆1 3 至止口刀具1 2 的距离总长达1 3 0 0m m 左右,因此加工中的切削热、幢杆13 和幢套17 间的摩擦热、轴承5 和7 及8 间的摩擦热等引起的死挡铁和止口刀具之间的热膨胀量将达。.15 m m 左右, 这一数值远远超过了止口深度的公差范围。同时由于机床的热变形有一个过程, 加之加工中的调整、测量等间断切削过程, 因此主轴20 至止口刀具12 之间的热膨胀量在经常地变化, 止口深度随之变化, 直至热平衡。这样操作工人就必须经常测量止口深度, 及时调整死挡铁的位置,以达到止口深度要求, 因而加工精度不稳定, 并限制了生产率的提高。
本机床改进设计中, 以前盖15 上的可调螺钉4 作顶头, 顶在衬套16 前端的撞块3 上。由于可调螺钉4 至止口刀具12 之间的距离很短, 大大减少了热变形长度,因而减少了热变形量。
在加工、测量、停车等工作全过程中, 除了重磨、更换幢刀12 外, 操作者不必调整可调螺钉4 , 因此止口深度基本不变, 这就从根本上消除了热变形对止口深度的影响。
4.采用压缩空气吹尽撞块之间铁屑
在撞块3 内部设有压缩空气通道( A 处), 当可调螺钉4 前进到距离撞块3 只有3m m 左右时, 电气行程挡铁接通电源, 压缩空气通入撞块3 , 并将可调螺钉4 和撞块3 之间的铁屑吹尽, 保证了很高的定位精度。
5. 采用可伸缩主轴结构
用可伸缩主轴结构以减少液压滑台作用在撞块3上面的压力, 进一步提高了止口深度的加工精度。主轴20 内部装有碟形弹簧2, 碟形弹簧2 经过预压, 预压力稍大于加工时的轴向切削力和套筒6 与衬套16 及1 8 间的摩擦力总和。当液压滑台即将前进到终点时, 可调螺钉4 首先顶在撞块3 上, 在碟形弹簧2被进一步少量压缩后, 液压滑台才相继顶在死挡铁上。
因此液压滑台的绝大部分作用力作用在液压滑座的死挡铁上, 此时可调螺钉4 虽然已顶在撞块3 上, 但作用在它们之间的压力仍是碟形弹簧2 的压力, 此压力仅比碟形弹簧2 的预压力稍大一点。这样, 可调螺钉4 与撞块3 之间的压力就不随滑台液压力的变化而变化,不但数值小, 而且较为稳定, 避免了液压滑台油缸压力大小的波动对止口深度的影响。
主轴20 的B 处开有一长槽, 使主轴有一定轴向伸缩量, 以保证每次在重磨或更换止口刀具12 及调整机床后, 其轴向变化量只要在主轴的伸缩量范围内, 就只有碟形弹簧2 的弹簧力作用在撞块3 上, 使液压滑台绝大部分作用力作用在死挡铁上, 从而保护了撞块3不被液压滑台液压力顶坏, 进一步提高了定位精度。此外, 主轴箱23 上装有行程开关21
, 万一调整机床失误, 当主轴20 行程超过其伸缩范围时, 行程开关2 1 即与挡铁19 接触, 接通控制液压滑台进给的液压电磁阀电路, 电磁换向阀换向, 液压滑台即停止前进, 从
而确保了撞块3 不被液压滑台液压力顶坏。基于零件1 。、1 选用单列向心短圆柱滚子轴承, 在工作时其轴向位移不能太大, 因此主轴20 的轴向伸缩量可控制在2一3 m m。
三、结论
通过对51 95 柴油机机体精幢孔工序组合机床的改进设计, 大大提高了柴油机机体止口加工精度, 经投入生产连续使用, 气缸套孔止口深度精度稳定在0.02 5m m , 止口底面与气缸套孔中心线垂直度误差稳定在。.0 1 5/ 10, 获得了满意的效果. 上述方法, 也可应用于其它类型柴油机机体及其它工件类似表面加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>亚太菁英与瓦尔特深度合作 进一步提升“交钥匙”服务
- target=_blank> 铁路机车车轮毂孔精加工工艺分析及优化
- target=_blank>悬臂支撑机构在冲压模具中的应用
- target=_blank>大直径高锁螺栓孔的钻制技术研究与应用
- target=_blank>汽车零部件粉末冶金模具高效率电火花加工解决方案

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

