
摘要:传统的笔形刻磨机、数控雕刻机和激光切割机无法在0. 3 ~ 0. 5 mm 厚度的铜板和铝板上加工仿宋、宋体、黑体等字体以及中文、英文、阿拉伯数字及标点符号等字样,且字体清晰,最小线宽0. 01 mm。通过对激光打标机和加工工艺的改进,很好的解决了上述问题,满足了客户需求。
0 前言
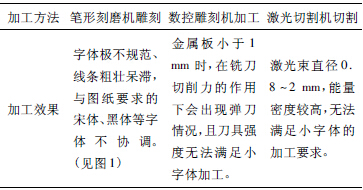
贵阳志源机械产品开发有限公司于近期承接了贵州省安顺市某航空零部件制造公司重点型号产品喷漆板材镂空字模加工任务,要求模板材料为铜板和铝板,厚度为0. 3 ~ 0. 5 mm,字体清晰,最小线宽为0. 01 mm,雕刻有仿宋、宋体、黑体等字体以及中文、英文、阿拉伯数字及标点符号等字样,采用了传统的3 种镂空字模加工方法,均达不到客户提出的技术需求(见表1)。
表1 采用的3 种镂空字模加工方法
1 、解决方案
为解决加工不理想这一问题,考虑利用贵阳志源机械产品开发有限公司现有的半导体激光打标机,采用激光光束扫描方法实现。激光打标机的原理主要是利用激光器产生的较高能量密度的激光束照射到被加工材料表面上,使材料表面吸收激光能量,在照射区域内发生热激发过程,使材料表面温度上升,产生变态、熔融、烧蚀、蒸发等现象,从而去除工件表面部分金属,显出所需刻蚀的文字、图形[1]。这种光束直径在焦点位置只有0. 01 mm 左右,基本能够满足客户提出的技术要求,但采用激光打标方法还需解决激光光束穿透力问题,具体改进方案如下。
图1 经笔形刻磨机雕刻的字模板材
1. 1 光纤激光器替代半导体激光器
如图2 所示,光纤激光器最显著的优势是具有极高的泵浦效率,其泵浦转换效率为70% ~ 75%,比工业用二级管泵浦的固体激光器(DPSSL)高得多,如此高的转换效率降低了激光器系统制冷和功率需要[2],且比传统固体激光器的结构更为紧凑,可显著增强输出的光束质量。利用光纤激光器替代原来的半导体激光器,充分利用了光纤激光器几乎无功率耦合损失、以及被高功率多模激光二极管所泵浦的特点来提高激光功率密度,使激光能够穿透字模而实现镂空加工。另外,由于光纤激光器的聚焦光斑直径小于20 um、发散角为半导体泵浦激光器的1 /4,特别适用于精密、精细标刻。因此,经改进的激光打标机光束直径大大缩小(在焦点位置只有0. 01 mm 左右),完全能够满足小线宽镂空字体的加工要求。
1. 2 高速扫描振镜替代半导体扫描振镜
SCANL AB 高速扫描振镜( 见图3) 是新一代应用于光纤激光打标机的扫描振镜,与传统的半导体扫描振镜相比,能够使光纤激光打标机具有抗干扰能力强、精度高、结构紧凑等特点,且采用这种高速扫描振镜还可大幅度提高加工速度。

图2 光纤激光器 图3 SCANL AB 高速扫描振镜
1. 3 SAMLight 打标卡替代半导体打标卡
SAMLight(见图4) 是基于Windows 操作平台用于控制激光扫描系统的软件,它能提供文字、数字、条形码、序列号等常用的打标操作所需要的所有功能,且菜单操作方式简单、图形编辑功能多样,还可从计算机中导入外部图形文件,实现所见即所得,能够更好的控制打标操作要求。通过SAMLight 打标卡替代半导体打标卡,用户可很方便地绘制和编辑图形,满足客户多样化需求。
图4 SAMLight 打标卡
1. 4 采用纸巾蘸水贴附加工方法
经过试验还发现,多次重复打标方法不能击透厚度0. 1 mm 以上的板材,主要原因是重复光击时工件产生较高温度,经光击的金属材料经气化熔结在一起导致不能深入贯穿。为解决这一问题,采用纸巾蘸水贴附在金属板反面的方法(见图5),一方面可在进行重复光击时,从光击后喷射出的水蒸汽大小判断工件是否贯穿镂空,另一方面也可大大改善工件激光加工过程中的冷却问题。
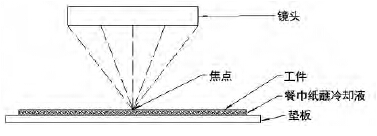
图5 纸巾蘸水贴附加工示意图
2 、结论
经过改进,将激光打标机工艺参数最终设定为:①激光波长为1 064 nm;②平均功率为250 W;③脉冲频率为2 ~ 5 kHz;④打标速度为5 ~ 15 mm/s;⑤纸巾蘸水贴附并重复打标若干次。
经改进的激光打标机激光器功率加大,扫描振镜重复精度更高,软件填充模式更精细,可在0. 3 ~ 0. 5mm 厚度的铜板和铝板上加工多种镂空字模小字体,字体清晰,满足了客户要求(见图6)。

图6 改进后加工的镂空字模板材
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>空客 A350 XWB 上首个采用增材制造技术制造的钛部件
- target=_blank>浅析拖链系统应用于自动化码头的前景
- target=_blank>四方电气V560系列变频器应用于铝型材牵引机
- target=_blank>伊斯卡魔法 让“鸡肋”变“黑金”
- target=_blank>Extech PLM权限管理帮助集团轻松应对各事业部产品数据协同工作——青岛四方车辆研究所有限公司案

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

