
PLC 技术在船舶机舱监视系统中的应用研究
2015-12-30 来源:数控机床市场网 作者:杨少昆长江工程职业技术学院
摘要: 随着控制、自动化、网络通信等技术的不断提高,伴随着船舶技术的快速发展, 机舱内各种先进设备的良好运转对整个船舶系统的安全起着越来越重要的作用,这就使得人们越来越注重机舱监视系统的可靠性。传统的船舶机舱监视系统采用继电器控制,具有使用数量多、控制线路复杂、调试维修不便等缺陷,而可靠性高,集成度好的 PLC 控制器可以克服这些缺陷。本文研究了以 PLC 控制器为核心的船舶机舱监视系统,实现了对机舱内各种设备关键信号的实时监测,显著地提升了监视系统自动化程度,进一步降低了巡视人员的工作强度,使得船舶监视系统更加安全可靠地运行。
关键词: 机舱监视系统;PLC
0 引言
船舶作为海上重要的交通运输工具,其机舱内相关设备的运行状态和环境对于船舶系统的安全起着至关重要的作用,船舶的可靠性、安全性与之息息相关。因此完善可靠的用于管理、控制船舶舱内设备的监视系统必不可少。随着电力电子、自动化控制、网络通信等技术的不断提高,并伴随着船舶技术的快速发展,自动化程度不断提升的智能船舶机舱监视系统的重要性越来越受到人们的关注。
传统的船舶机舱监视系统采用继电器控制,具有使用数量多、控制线路复杂、调试维修不便等缺陷,因此选择一种可靠性高、兼容性好、集成度好的控制器是本文研究的关键。
经过详细的市场调研,本文选用西门子公司推出的 S7 -300 PLC 控制器,搭建以该控制器为核心的船舶机舱监视系统。当船舶机舱内设备工作状态异常、运行参数超标时,监控系统能够发出诸如报警、指示灯闪烁等信号并能够自动记录故障发生的时间、船舶的运行状态等准确信息,免除了传统船舶中机舱轮值人员费时、费力的巡回检测。
1 系统组成
本文研究的船舶系统包括有 2 台主机、2 台辅机、空调、风机、火警系统、舱内进水警报系统等,这些设备的运行工况均需采集到 PLC 控制器中,另外还有一些其他遥测、监控屏、RS485 通信需要传递给 PLC。
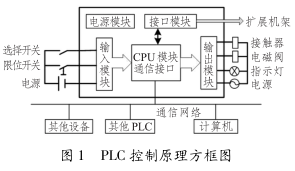
PLC是一种结合了微控制器、自动控制、通信技术的工业自动化装置。它具有集成度高、体积小、抗干扰性好、灵活性强的优势。市场上不同厂家PLC 产品的原理基本上可用图 1 所示结构图表示。本文选用的 S7 -300 PLC 具体配置如表 1 所示。
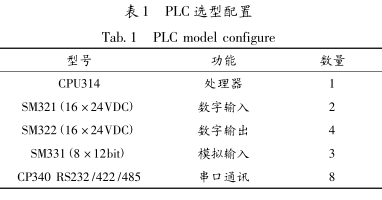
该型号 PLC,西门子有对应的电源模块 PS307,其输出负载能力有从 2 ~ 10 A 三种不同型号,统计上述不同模块的功耗,并取 30% 的余量,本文选用PS307 5A 的供电模块。
对于通信协议,CP340 有 RS232、20mA、RS422/485 三种通信接口,本文采用 RS485 来实现上位机与船长室、技术室、轮机长室及有关轮值人员住所之间的数据传递与发送。
上述配置可以同时输入 56 路监控信号,这其中主要包含风机排气温度、主辅机冷却水温、主辅机滑油压力、空调运行状态、舵机失灵、舱室火警、舱室进水预报等涉及船舶安全的关键信号。PLC 的AI 口采集到的这些模拟量与事先设置好的相应阈值进行比较后将逻辑信号送入到 PLC,以做出相应的报警行为供舱室人员引起注意。
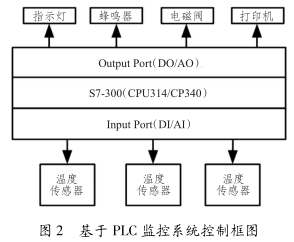
基于 PLC 的机舱监控系统控制框图如图2 所示。
2 硬件部分
本系统中需要采集到的变量,除了数字信号还有模拟信号。对于开关类型的数字量可以在 PLC 缓存区中获取相应点通道的信号,然后存入到事先创建的 DB 块中。对于模拟量主要依靠如图 3 所示流程来采集。
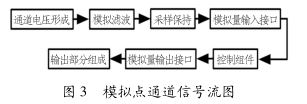
对于采样保持电路,运用跟随器原理,实时监控模拟量的频率,同步调整相应通道的采集频率,在 1 个周期内保证采样到满足一定数量的信号点数,尽可能地还原出真实的模拟量,然后在一定时间内保持住,以供后续电路获取数据。
对于数据处理部分,通过采用保持电路得到离散后的信号,经过 AD 转换后送入到 MCU 中进行加工处理,得到该模拟量的各种关键信息,诸如幅值、相位、频率等。MCU 一方面监控得到这些关键信息,将其与程序中预先编制好的门限值进行比较,并通过中断服务程序产生相应的警报信号; 另一方面,这些特征值再通过 D/A 转换成模拟量并通过模拟输出口转换为各种仪表上的模拟量,实时显示监控的设备状态。
3 PLC 软件
3. 1 STEP7 软件编译环境
软件编译环境是采用基于 SIMATIC 可编程控制器的 STEP 7 组态和编程的标准软件包,它是基于Windows 2000/XP 下,并与 Windows 图形界面和面向对象的操作方式相兼容。
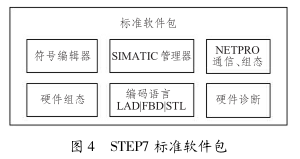
可以看到应用于 SIMATIC S7 - 300 环境的编程语言有梯形图 (LAD)、语句表 (STL) 和功能块图(FBD) 3 种。用户在用 STEP 7 进行编程时可以选择一种语言进行编程,也可使用几种语言混合编程。这些编程语言都面向对象,借助于它们可以极大地简化程序的编程过程。用梯形图编制的程序语句,一定可以转化成语句表的形式; 而用语句表编写的程序,不一定能转换成梯形图语言。一般来说,梯形图编程系统中各变量之前的关系比较直观易懂,电气工程出身的技术人员喜欢采用这种编程方式。本系统下位机 PLC 程序采取常用的梯形图方式进行程序语句的编写。
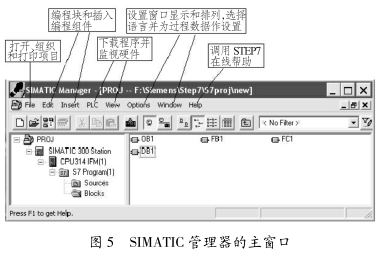
图 5 是基于 SIMATIC STEP7 的软件编程管理器主界面,用来创建、修改和编辑不同的模块,并可将编写好的程序语句下载到 PLC 硬件中。在管理器界面中打开 HW Config 窗口,在右侧目录中选择相应的硬件模块,并拽到与实际模块同样的槽位,建立一个与实际硬件相同的模拟系统,并可对 CPU 与各模块的参量进行配置。
3. 2 STEP7 硬件组态
基于硬件组态,就可以开发船舶机舱监控系统的程序代码。PLC 控制器作为整个监控系统的核心,它首选需要将机舱各种设备的状态信息采集,并通过内部程序的转换与逻辑处理,最后做出相应判断。若需要发出报警,则将声光信号分别送至蜂鸣器与LED 信号灯,并可自动打印以记录发生报警的时间、船舶状态等信息; 对需要送至上位机监控的数据,通过 RS485 通信快速发送至主机,并接受主机的反馈指示命令。
3. 3 PLC 控制程序
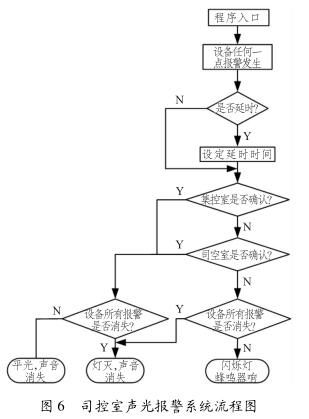
其中针对司控室声光报警系统的信号流程图如图 6 所示。上述报警器安装于司控室,为防止报警发生时司控室需经常执行消音动作,所以程序中会在集控室设有消音按钮,当集控室执行此动作后,司空室就不必操作,但此时司控室的灯会产生平光,只有故障消除,灯光才会熄灭。
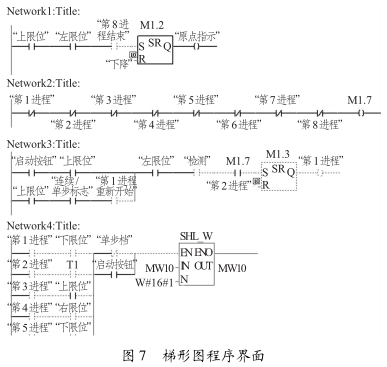
编制好流程图后,就可以将其直接转化为相应的梯形图语句。梯形图程序语句如图 7 所示。
4 研究结果
通过上述设计与研究发现,PLC 控制器是一种非常适用于船舶机舱监控系统的控制器,以 PLC 控制器作为船舶机舱监控系统的控制器具有许多传统继电器控制方式所无法比拟的优势,主要表现在:
1) 提高了监控系统的可靠性。使用集成度高的PLC 控制器替代传统的继电器控制方式,能够大量的简化控制系统布线,同时可以使整个系统的可靠性大大增强。
2) 提高了监控系统的安全性。PLC 控制器自带故障检测功能,控制系统自身的定期排错功能,为船舶监控系统的安全运行提供充足保障,提高了监控系统的安全性。
3) 程序编写调试简单。使用图形化的梯形图语言编写程序语句,直观易懂,同时也便于后期的代码修改维护,从而极大地降低了整个监控系统的开发、调试周期。
4) 显著地缩减了设备的安装维护费用。由于PLC 运行寿命长,可靠性高,使得监控系统的设备故障率明显减少。
5) 软件开发环境具有很强的真实模拟性。软件开发环境可以模拟真实的试验运行状态,从而可以方便地核查硬件线路设计是否合理以及排查硬件线路的故障。
6) 提高了监控系统的自动化程度。通过基于PLC 的智能监控系统,进一步解放人工劳动力,在很大程度上减轻了巡查船员的劳动强度,使得他们只需要通过上位机,就可以便捷地清楚整个船舶系统的安全运行状态。
7) 操作易于掌握。PLC 软件开发环境是基于Windows 的图形和图像编程界面,操作简单方便,直观清晰,程序编程人员容易上手。
5 结语
随着船舶技术的快速发展,机舱内各种高端设备的良好运转对整个船舶系统的安全稳定运行起着重要作用,这就对机舱监视系统提出了更加严苛的要求。本文研究基于PLC 控制器的船舶机舱监视系统,搭建了以西门子 S7 -300 控制器为核心的硬件控制系统,并于 STEP7 环境下编写了梯形图程序代码,实现了对机舱内各种设备关键信号的实时监测,包括在故障状态下准备发出各种报警信号与打印记录报警的时间、船舶运行状态等信息。本文研究结果证实PLC 控制器作为整个监视系统的核心,可以极大地简化硬件系统电路,同时基于面向对象的编程环境可以使设计更加便捷,从而显著提升了监视系统自动化程度,进一步降低了巡视人员的工作强度,使得船舶监视系统更加安全可靠地运行,具有较大的应用价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>浅析工业自动化仪表与自动化控制技术
- target=_blank>汽车发动机缸体加工变形分析及精度控制探析
- target=_blank>基于M odbus协议实现施耐德PLC与变频器的通信
- target=_blank>多电体系下的“人机交互”——从另一种视角解读现代航空航天新技术
- target=_blank>3D打印技术将长期对传统造船业产生革命性影响

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

