
摘要 本文主要介绍了柴油机主发电机甩油板油孔的制作,属于盘类零件。设计的工装结构及原理,装配后安装在台钻上加工,利用分度板在定位心轴上转动靠插入定位销与固定分度板分度,围绕定位心轴旋转分度加工各孔,加工后的各孔角度位置能全部保证一致。
盘类零件油孔加工以往是在双柱座标镗或五轴加工中心加工,双柱座标镗加工效率不高;五轴加工中心加工如果钻头断了没有发觉还在加工就会产生工件报废。
1. 该盘类零件油孔的结构
如图1所示,零件外圆上由72个深浅不一的孔与平面上72个孔各自接窜,上述两种方法其中一种的加工效率不高,跟不上生产节奏;另一种方法不合理、成本太高,为解决上述问题在加工方法上采用钻床加工措施。
2. 工装设计
考虑钻床加工工艺,先把外圆上的孔加工后再以外圆的2孔定位,用钻模加工平面上的孔。
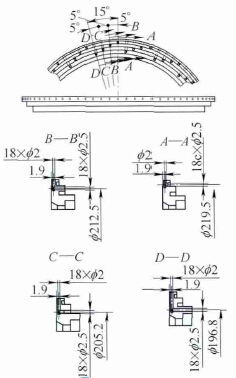
图1 多孔零件图
(1)圆周孔钻模分度工装。该工装的外形结构如图2所示,主要是工件安装在分度板上能分度进行加工,目的起到分度作用。
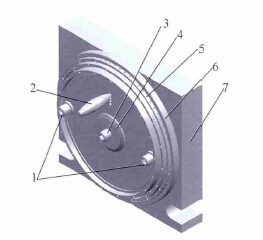
图 2
1.固定工件螺栓 2.定位销3.分度板压紧螺栓 4.分度板压板5.工件 6.分度板 7.固定分度板
(2)平面孔钻模。该工装的形状结构如图3所示,主要是工件安装在钻模内由定位销定位后加工面上各孔能与外圆上各孔接窜。
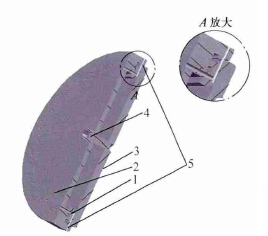
图3 端面孔钻模
1.工件 2.端面孔钻模体3.固定压板 4.压板螺钉5.定位销
3. 工装与工件组装
(1)圆周孔钻模组及装加工说明。
工装与工件组装的爆炸结构如图4所示,一种外圆孔加工分度装置,包括零件2安装在分度板4上,由固定工件螺栓1、垫圈11固定,定位在定位心轴8上由分度压板9及分度压板螺栓10固定,定位心轴在固定分度板7上由定位销压板6及定位销固定螺栓5固定,分度板上由4个孔分别与固定分度板上的孔由定位销3定位,固定分度板上每组圆周孔是20°相互位置相差5°,所述分度板与零件一起转动一孔由定位销与固定分度板定位后加工一个孔以此类推加工所有的圆周孔。
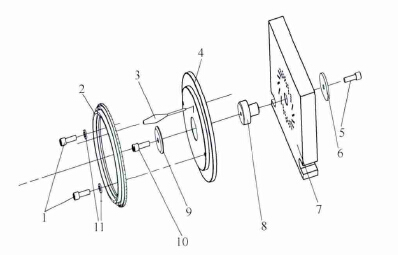
图4 周围孔钻模组装示意图
1.固定工件螺栓 2.零件 3.定位销 4.分度板 5.定位销固定螺栓 6.定位销压板7.固定分度盘 8.定位心轴 9.分度板压板 10.分度压板螺栓 11.垫圈
加工说明: ① 以固定分度板为基准把定位心轴装入用定位销压板及M10内六角螺钉压紧。②分度板、分度压板和M10内六角圆柱头螺钉装入定位心轴,定位销插入孔与固定分度板上孔定位。③把加工零件安装在分度板上用垫圈、M10内六角圆柱头螺钉固定与分度板形成一个整体。④加工时定位销分别插入分度板1个孔与固定分度板圆周一组18个孔定位后加工,共4组72个孔,每一组加工的孔深度一致就符合要求。
(2)端面孔钻模组装及加工说明。
工装与工件组装的爆炸结构如图5所示,加工说明:①工件放入端面孔钻模体以定位销孔插入2个定位销(180°,1个)至工件最深的孔定位。②放上固定压板用螺钉压紧工件,定位销取出。③按端面孔钻模体上72个孔分别圆周孔接窜,此产品就加工完成。
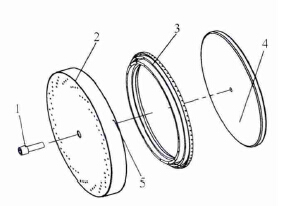
图5 端面孔钻模组装示意图
1.螺钉 2.端面孔钻模体 3.工件4.固定压板 5.定位销
4. 结语
通过上述方案实施,这种加工装置是一种圆周孔加工分度装置,能够保证各加工孔的角度、位置,满足产品要求,并且提高加工效率,降低生产成本,适用与批量生产。在今后制造同类型产品时提供了技术支撑,有一定的应用推广价值和经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>巴鲁夫RFID产品在机床刀具管理中的应用
- target=_blank>改进切削工艺 实现技术攻关与降本双目标
- target=_blank>解决质量问题 增加工序--暨轮毂加工的夹爪改进与工艺优化研究
- target=_blank>PLC 控制在转炉上的应用案例的研究与分析。
- target=_blank>在风力发电机叶轮加工中,热-力耦合效应对机床主轴振动的影响

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

