
摘要:阐述可转位滚刀技术在推土机大模数淬硬齿轮加工中的应用,并分析出最优切削参数。应用表明,可转位滚刀在加工效率和经济性方面要优于普通滚刀。
关键词:可转位滚刀;淬硬;齿轮加工;大模数
0 引言
推土机齿轮多为直径较大的大模数淬硬齿轮,其模数为8 ~ 14mm,直径为600 ~ 1 000mm,需经热处理淬火,硬度达到55 ~ 62HRC。由于硬度高、直径大,该类齿轮的加工一直是推土机制造行业的难题。
目前,对淬硬齿轮的加工主要有两种方式:一是利用焊接式硬质合金刮削滚刀进行精滚齿刮削,但受制于滚刀结构、修磨精度等,其加工精度难以满足要求;另一种是采用磨齿方式对淬硬齿轮进行磨削,但由于齿数较多、磨削效率低,不能满足批量生产的要求。可转位滚刀装配有可转位刀片[1],当刀片刃口磨损之后,转动刀片位置便可更换刃口,继续切削;当刀片刃口全部磨损之后,可更换新刀片,刀体重复使用。生产应用表明,采用可转位滚刀加工大直径、大模数淬硬齿轮能够有效地解决上述加工难题。
1 、工艺试验
我公司引进了国外某知名刀具厂商的可转位硬质合金刮削滚刀,并对可转位滚刀在推土机淬硬齿轮精加工中的应用进行了工艺研究和工艺试验。该滚刀为单头、右旋,轴向键驱动[2]。试验的加工对象是某型号推土机齿轮,其模数为12mm,齿数为42,齿形角为20°,齿宽为112mm,材料为S48C,齿轮表面硬度为55 ~ 62HRC。设定目标是加工后齿轮各参数要求达到国标8 级精度。试验设备采用我公司的德国进口滚齿机,其刚度较好,可满足试验要求。
试验前,首先,需要调整滚齿机刀杆径向跳动和端面跳动,要求均在0. 01mm 以内;调整夹具,确保夹具定位准确;然后,安装可转位滚刀,调整刀垫位置,保证滚刀的正确安装,由于滚刀的端面跳动误差几乎全部反映到齿形上,因此对滚刀的端面跳动公差要求较高,需使其在0. 01mm 以内;滚刀的径向跳动误差约30%反映到齿形上,需控制在0. 02mm 以内。调整滚齿机参数,使滚刀转速为90r /min,进给量为2. 2mm/r(工件每转一圈,齿宽方向进给2. 2mm)。由于切削深度较小,可采用风冷方式进行冷却。齿轮滚齿加工结束后,选取加工齿轮的1、11、22、32 号齿的左、右齿面作为对象评判整件齿轮,利用齿轮检测仪检测齿轮的齿形、齿向,齿轮检测数据如表1所示。从表1 中可以看出,齿形误差Fα、齿向误差Fβ、齿距累积误差Fp及径跳公差Fr等参数均满足国标8级精度要求。用表面粗糙度检测仪检测其表面粗糙度达到Ra1. 6μm,也符合要求。
表1 齿轮检测数据
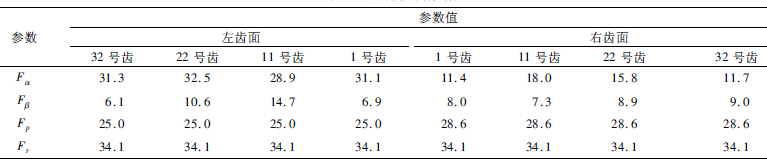
用可转位滚刀进行10 件的批次生产,图1 所示为齿轮齿形、齿向的统计结果。从图1 所示可以看出用可转位滚刀加工齿轮的齿形误差小于47μm,齿向误差小于36μm,符合国标8 级精度要求。
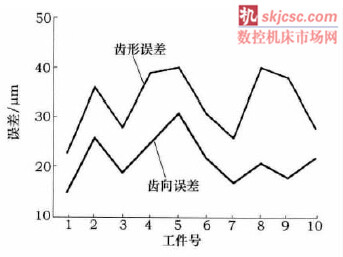
图1 齿轮齿形、齿向统计结果
2、 可转位滚刀的效率、成本分析
可转位滚刀的切削速度要优于硬质合金滚刀。图2 所示为可转位滚刀在不同切削速度下可加工工件数目,从图2 所示可以看出,滚刀的切削速度在45 ~70m/min 时,加工工件数目变化不大,约为40 ~ 42 件;当切削速度高于70m/min 时,磨损加剧,可加工工件数目急剧下降。从加工效率和成本综合考虑可转位滚刀的最优切削速度为70m/min,而普通硬质合金滚刀的切削速度仅为40m/min。
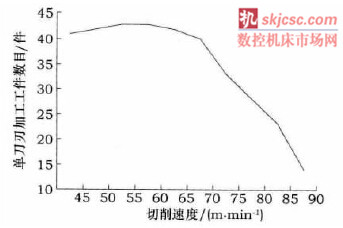
图2 切削速度和可加工工件数目的关系曲线
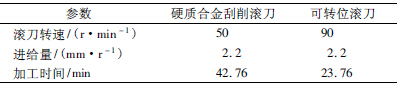
以试验齿轮为例,表2 所示对比了两种滚刀的切削参数和加工时间。与普通硬质合金刮削滚刀相比,可转位滚刀的切削时间减少19s。
表2 硬质合金滚刀与可转位滚刀加工时间
由于刀片磨损后会增加切削力,降低工件质量。以上述齿轮为例,为保证加工精度,可转位滚刀的刀片每加工40 件齿轮就必须更换其切削刃;每个刀片有4 个切削刃,一把可转位滚刀需要装配96 个刀片。也就是说使用可转位滚刀加工齿轮时,96 个刀片可以加工160 件齿轮。再考虑滚刀修磨及维护费用,用可转位滚刀加工单件齿轮,其成本约为450 元,要低于普通滚刀近20%,因此在经济性上,可转位滚刀要优于普通滚刀。
3 、结语
通过试验表明,可转位滚刀可以用于大模数淬硬齿轮的加工,其切削效率高,而且经济性要优于普通滚刀。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank> 基于UG 模具零件的数控车削加工,加工质量达到预期
- target=_blank>昆明机床 — 推动提高中国五轴数控机床质量水准
- target=_blank>针对柴油机主发电机 ,多孔盘类零件的加工及工装
- target=_blank>巴鲁夫RFID产品在机床刀具管理中的应用
- target=_blank>改进切削工艺 实现技术攻关与降本双目标

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

