
摘要:依照GM-L850 发动机铝合金缸体铸件的结构特点,对汽车发动机缸体低压铸造工艺进行分析与探讨。采用低压铸造工艺成形法,对发动机缸体模具结构进行合理设计,对缸体低压铸造局部温度与工艺参数进行准确调整,全面分析缸体低压铸造工艺过程,设计后缸体低压铸造工艺与模具结构较为合理,产品合格率高。
关键词:汽车发动机;缸体;铝合金;铸造工艺
汽车发动机工作过程中,缸体一直处于高温状态,所受热冲击与力的作用比较大,缸体所处工作环境较为恶劣,因此,发动机缸体的致密度、气密性均有较高的要求[1]。近年来汽车发动机技术的不断提升,作为汽车发动机不可缺少的重要部件,人们对缸体的力学性能、尺寸精度、铸造加工工艺研究也日趋深入,本研究对汽车发动机缸体低压铸造工
艺进行了分析与探讨。
1、 发动机缸体材料与结构
所选发动机的型号为GM-L850, 其缸体的长度、宽度与高度分别为471、371、91 mm,壁厚平均为4.0 mm,平均质量为10.3 kg。材质为AC4B 铝合金。这种铝合金在汽车气缸体、进气支管与气缸盖等重力与低压铸造领域均有广泛应用[2]。汽车发动机缸体铸件结构如图1,其中1 为水泵孔凸台,2 为曲轴孔,3 为螺栓孔,4 为斜孔。
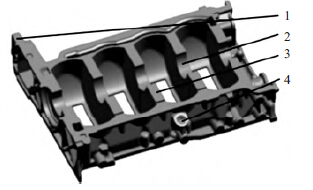
图1 汽车发动机缸体铸件结构图
2 、铸件低压铸造工艺设计
2.1 加工余量与收缩率
铸造工艺设计中,在满足产品要求基础上,采用增大起模斜度、调整机械加工量及增加工艺余量等措施,与铸造工艺条件相满足。缸体铸件机械加工余量:小平面为(1.5±0.5)mm,大平面为(2.5±0.5)mm,根据7 级精度对铸件尺寸差进行控制。在汽车发动机缸体低压铸造过程中, 依照产品结构特征与铸件材料AC4B,设置模具收缩率为0.7%。
2.2 模具中铸件位置
低压铸造模具中,对铸件位置予以确定时,禁止违背顺序凝固原则, 应对汽车发动机缸体结构特性进行分析的基础上, 对低压铸造过程中液体金属补缩铸件所需的条件予以充分利用, 创建一个由底壳结合面至发动机缸体结合面, 以安装在缸体的螺栓孔处为实际浇注位置。
2.3 工艺参数设计
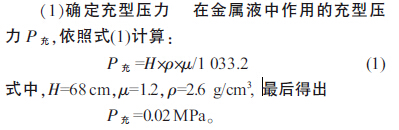
(2)确定充型速度充型速度会直接影响到铸件品质,如果充型速度过快,型腔出现合金液时,会产生翻滚与冲击喷溅等现象, 导致铸件出现气孔与有氧化夹渣等缺陷;如果充型速度过慢,会导致铸件浇注不足与产生冷隔等情况。本设计中充型速度控制在0.5 m/s。
(3)确定充型工艺参数铝合金液在充满型腔后,如果没有及时增压,金属模具将过快的冷却,短时间内铸件外表就会凝固, 最终将无法在压力比较高的情况下凝固结晶。因此,在充型工艺中,需要对急速增压结晶予以优先考虑, 依照铸件结构, 增压时, 前阶段应急速增压, 而后阶段必须降低增压速率,具体压力曲线见图2。
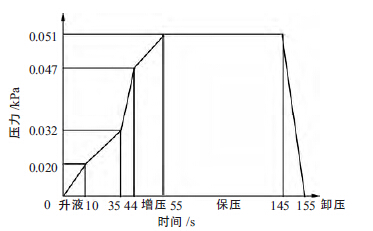
图2 压力曲线图
(4)浇注温度与模具温度在确保铸件成形基础上, 模具和浇注温度要尽量低一些。如果温度太高,就会导致合金液严重吸气,加大缩松倾向,加大结晶组织粗糙度,导致铸件力学性能的下降。但如果模具与浇注温度过低, 则会降低合金液流动性能与补缩能力。生产过程中,须考虑铸件材料、结构特点与模具种类等, 本设计中浇注温度选择
(720±10)℃, 浇注槽温度选择(600±50)℃,模具预热温度选择220 ℃。
2.4 模具结构形式设计
为达到顺利开模的目的, 应采用多分型面的方式从6 大方向对模具进行开模,具体为:顶模、底模、左模、前模、右模、后模[3]。模具结构如图3 所示,其中1 表示顶模,2 表示左模,3 表示后模,4 表示前模,5 表示右模,6 表示底模。
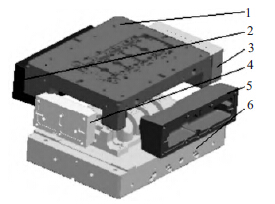
图3 模具结构图
2.5 模具冷却系统设计
工艺过程中热量向模具传入与从模具中传出应该保持平衡,所以要在模具中对水冷系统进行设置,以保证及时传出模具中的热量[4,5]。设计中通过调整通入模具冷却水流量与时间,对模具温度进行控制,实际生产中, 铸件与浇道相远离的水泵孔凸台厚大部位,容易出现铸造缺陷,所以应注意通过局部水冷对模具温度进行控制,先凝固厚大部位,保证该部位组织细密。
3 、总结
铝合金汽车发动机缸体低压铸造工艺用模具设计时,采用多分型面结构确保开模顺利,对模具壁厚进行准确设置,对模具厚大部位实施局部水冷,以确保模具热平衡。该方案设计的汽车发动机缸体低压铸造工艺与模具结构均比较合理, 具有较高的产品合格率,对其他类似产品也具有较高的参考价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>改进切削工艺 实现技术攻关与降本双目标
- target=_blank> 技术优势助力效率提升: 瓦尔特助力联合动力破解成本之冰
- target=_blank>汽车发动机缸体模具设计及低压铸造工艺研究
- target=_blank>贝加莱PLC和伺服驱动在曲轴连杆镗床中的应用
- target=_blank>冲压模具非标锻件备料尺寸的快速计算方法

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

