
W6M05Gr4V2模具钢线切割加工参数优化及变质层研究
2016-10-25 来源:东莞职业技术学 作者:曹会元
摘要:通过电火花线切割加工W6M05Gr4V2模具钢,对线切割加工电参数和工件表面的变质层进行了研究,利用正交试验的方法对加工电参数进行优化,电参数优化后的工件表面质量得到提高。
关键词:电火花线切割;W6M05Gr4V2模具钢;正交试验;参数优化;变质层
1. 引言
W6M05Cr4V2钢简称W6或6542,是钨钼系通用型高速钢的代表钢号。它是含有多种合金元素的高合金钢,属莱氏体型钢种。W6M05Cr4V2具有高硬度、高耐磨性、高淬透性和足够的塑性和韧性,并有良好的机械加工性能,在工具钢中占有及重要的地位。电火花线切割是模具加工中广泛使用的一种加工工艺,它利用工件与钼丝之间火花放电的能量形成高温来腐蚀金属。研究表明,加工过程中的电参数的选择对工件的加工质量有很大影响,线切割后变质层的微观形貌也直接工件的表面粗糙度值和使用寿命。线切割加工过程中的功放管数、脉冲宽度、脉冲间隔和空载电压等是影响变质层的关键因素。
为此,本文利用正交试验的方法对线切割加工的电参数进行优化,通过极差分析对工件的表面粗糙度值、尺寸精度以及变质层厚度进行研究,确定各电参数对工件机械性能的影响规律,为提高工件加工质量寻求最佳的电参数组合。
2.线切割力o-r-电参数优化
线切割加工需要根据工件的材料性质、厚度和工艺要求选择电参数,合理的电参数才能保证切割的表面质量。本试验采用正交试验的方法,找出最佳的电参数组合值。
2.1试验方法
试验材料:W6M05Cr4V2钢板料,厚20mm,热处理后硬度62HRC。
试验设备:快走丝电火花切割机床DK7750。
切割试样尺寸及数量:切割尺寸为10x 10x20mm的试样板料,9件。
4因素3水平正交试验:功放管数N、脉冲宽度ON、脉冲间隔OFF和空载电压V;水平1、水平2、水平3共3个水平。选择L9(34)正交试验,具体试验方案如表1所示。
表1正交试验方案
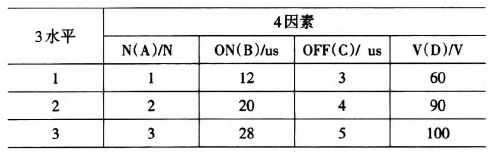
试验旨在寻找电加工参数的最优组合,不考虑参数之间的交互作用,故采用正交试验以有效提高试验效率,只选取部分有代表性的组合进行试验。基于实际生产情况,加工效率关系到企业的根本利益,是加工中必须考虑的工艺指标之一。线切割后的试样经镶嵌、打磨、抛光后,用浓度4%的硝酸酒精腐蚀30s,在金相显微镜下观察变质层与基体材料的分界面。
分别测量9件试样的表面粗糙度值砌、尺寸精度值6和变质层厚度值t,试验结果如表2所示。
表2正交试验结果

注:A、B、C、D分别表示功放管数、脉冲宽度、脉冲间隔和空载电压
2.2试验方法结果极差分析
极差分析是正交试验的常用分析方法,采用极差分析法确定试验指标在各因素水平下主、次水平和最优组合值,极差的计算方法为:
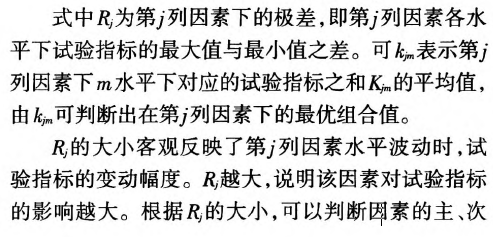
因素,试验数据对尺寸精度、表面粗糙度值、变质层厚度进行极差分析,其结果如表3、表4、表5所示。
表3尺寸精度极差分析
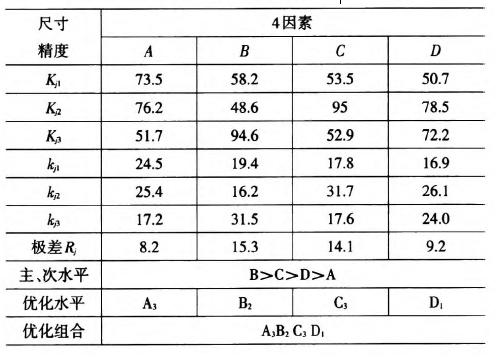
表4表面粗糙度值极差分析
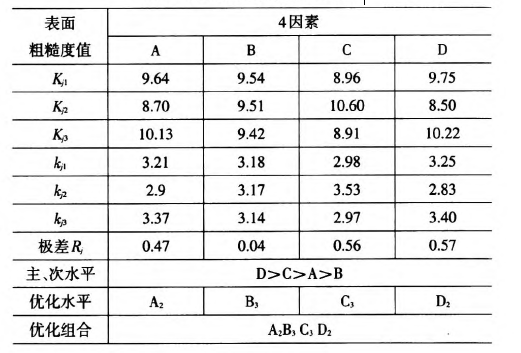
表5变质层厚度极差分析
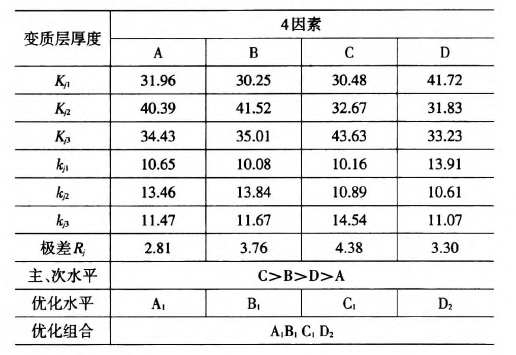
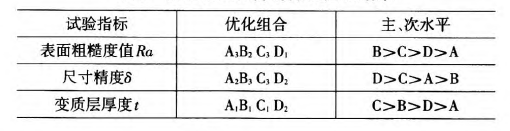
根据极差计算的方法归纳结果如表6所示。
表6根据极差计算的方法归纳结果
2.3综合平衡法选择多指标最优组合
加工参数的最优组合必须综合考虑表面粗糙度值、尺寸精度和变质层厚度这3项加工指标,所以必须在针对单个加工指标通过极差分析得到最佳组合的基础上平衡法选择多指标最优组合结果。
(1)功放管数A。
从表6中可知,功放管数有3种可选的情况,取A。时表面粗糙度值相对A:时仅增加9.75%,相对于取A,时R口值降低5.08%;对于尺寸精度6值,取取A1时相对于A:时降低3.67%,相对于取A3时Ra值增加29.65%;而变质层厚度在取A。时,相对A:和A,分别降低26.38%和7.73%,变质层厚度的减少对模具承受冲击载荷非常有利。经上述指标的综合分析,最终确定功放管数应取A,最为合适,即功放管数取1支。
(2)脉冲宽度B。
从表6中可知,脉冲宽度有3种可选的情况,而脉冲宽度对尺寸精度和变质层厚度影响较显著,取B。时尺寸精度相对取B:时增加16.5%,而变质层厚度却减少37.3%,因此脉冲宽度取B。,即脉冲宽度取12us。
(3)脉冲间隔C。
脉冲间隔对上述3个试验指标的影响都比较显著,在取C,时表面粗糙度值比C,仅增加0.56%,尺寸精度也仅增加1.1%,变质层厚度减少43.1%,因此脉冲间隔倍率取C,,即脉冲间隔倍率取3。
(4)空载电压D。
从表6中可知,空载电压有二种可选的情况,空载电压对表面粗糙度值和变质层厚度的影响较大,在取D:时表面粗糙度值比D.减少12.8%,变质层厚度减少23.7%,故空载电压取D:,即空载电压取90V。
综上所述,线切割加工的最佳加电参数组合为A.B。c.D:,即功放管个数取1支,脉冲宽度取12us,脉冲间隔倍率取3,空载电压取90V。
3.线切割加工后的变质层影响
由于电火花的放电作用,使W6M05Cr4V2钢材料表面层的金相组织发生了明显的变化,形成不连续的,厚度不均匀的变质层。经金相组织分析,变质层中残留了大量的奥氏体;经光谱分析和电子探针检测,W6M05Cr4V2钢切割后在试样的表面出现大量Mo化合物。这是由于电火花放电过程中产生的瞬间高温工件和电极丝的表面熔化气化,从而使熔化或气化的工件材料与电极丝中的Mo元素相结合生成金属化合物,其中一部分被工作液带走,另一部分则冷凝在加工后的W6M05Cr4V2钢表面。金属材料线切割后,通常要改善其变质层的组织结构和机械性能,即较大幅度地降低残余奥氏体相对含量,从而改善变质层的显微硬度和较大幅度地降低残余拉应力。通过试验分析,线切割变质层的质量可以采用小脉冲能量切割、喷丸处理、二次脉冲电解切割、补充回火等措施得到改善。
4.结束语
通过以上分析,由正交试验得出,用快走丝电火花切割机床DK7750切割厚度为20mm的W6M05Cr4V2板料,在兼顾加工效率和加工质量的基础上得到最佳的电参数组合是功放管个数取1支,脉冲宽度取12us,脉冲间隔倍率取3,空载电压取90V。通过优化电参数和适应的工艺措施,把放电过程产生的不利影响减少到最低程度,再通过变质层的后处理来提高改善材料表面性能,延长模具钢使用寿命,从而最大限度地实现“高效低耗”生产加工。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>发动机曲轴系扭振分析
- target=_blank>IEA—I型航空植保高速风洞的设计与校测
- target=_blank>三棱柱阻流体无阀压电泵的设计与试验
- target=_blank>船用螺旋桨振动特性数值计算与分析
- target=_blank>海斯特中国代表团日本工厂参观交流之旅

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

