
【摘要】随着数控技术和CAD/CAM技术的发展,数控加工拥有了越来越重要的地位,数控车床已得到广泛应用,但在实际生产加工过程中存在诸多制约因素,数控编程效率不高,而且易出错,影响模具生产周期。现以活塞模具加工为例,进行研究以改进编程方法及加工过程,实现数控车编程快速化、模块化、标准化,进一步缩短活塞模具生产周期。
关键词:数控车床;编程快速化;模块化;标准化
1 、引言
活塞模具的精度对活塞的铸造成型起着至关重要的作用,活塞模具诸如止口圈、顶模、内芯均是回转件,利用数控车进行加工,精度高,效率高,也有利于工件的后续加工。
但在加工过程中会出现车削加工前毛坯留量不均的情况,从而产生撞刀、扎刀现象,需对对程序进行重新改动,影响生产进度。而且现在以手工编程为主,对于外形复杂一些的模具如带有定位槽之类的止口圈、顶模等利用手工编程已经严重影响生产进度。
因此对编程过程进行改进已势在必行,本文应用Siemens PLM Software公司的CAD/CAM软件进行编制数控车加工程序,进行此类零件的数控jm-r_方法研究开发。
2、数控车编程开发过程
(1)对模具种类进行汇总。
活塞模具主要有内芯、止口圈、顶模及其他非标准件。根据铸造机型分为HZJ90,HZJ80,QZl30A,DCMCA,及PCA一2等进行分类汇总,建立各自的文件夹进行存放。
(2)对模具不同种类外形尺寸进行统一,保证材料的高效利用。
对内芯、止口圈、顶模等常规模具加工前的毛坯均匀留量,标准化,提高加工效率,同时防止了工件毛坯因留量不均产生的撞刀、扎刀现象。根据现场实际生产经验及加工过程,毛坯预留量定为3~5mm。
(3)根据不同种类模具有针对性的制定数控加工工艺,实行计算机和手工编程相结合的编程方法,实现标准化加工。
首先了解一下数控车的两种编程方法:手工编程和计算机编程手工编程是指从零件图纸分析、工艺处理、数值计算、编写程序单、直到程序校核等各步骤的数控编程工作均由人工完成的全过程。手工编程适合于编写进行点位加工或几何形状不太复杂的零件的加工程序,以及程序坐标计算较为简单、程序段不多、程序编制易于实现的场合。这种方法比较简单,容易掌握,适应性较强。
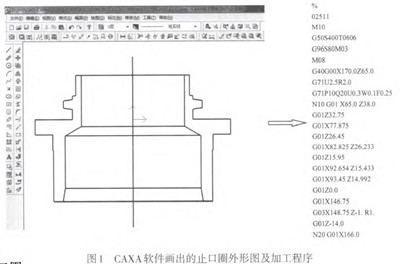
如图1所示,根据模具零件图纸由操作人员利用CAXA画出的止口圈外形,找出点位,制作数控车加工程序。此种编程方法加工点较多,需要单个点分别输入,工作量较大,影响生产效率。
计算机编程是指在计算机及相应的软件系统的支持下,自动生成数控加工程序的过程。它充分发挥了计算机快速运算和存储的功能。其特点是采用简单、习惯的语言对加工对象的几何形状、加工工艺、切削参数及辅助信息等内容按规则进行描述,再由计算机自动地进行数值计算、刀具中心运动轨迹计算、后置处理,产生出零件加工程序单,并且对加工过程进行模拟。
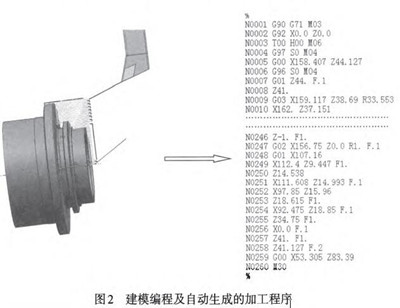
根据模具图纸由编程人员利用UG建模,然后生成程序,如图2所示,生成的加工程序有上百句,程序生成效率高,但不易调试。基于以上两种编程方法的优缺点,将两种方法相结合进行编程,不仅程序生成快,调试也方便。现就此种编程加工方法进行进一步阐述。
现根据90铸造机止口圈加工过程做进一步说明,如图l所示某90铸造机止口圈模型)。
根据模型生成刀路如图2所示,然后利用程序后处理生成数据(见图3),此处生成的程序为精加工程序,是后面进行程序编制整理的关键,现场操作人员根据实际情况选择不同的刀具,循环指令(如G71、G72等)对程序进行改进,变成能进行实际加工的程序,如图4所示。

由图3及图4可见,程序长度一般在10。20句,若有加工参数不合适或图纸小改动,程序改动起来比较方便,提高了编程效率。
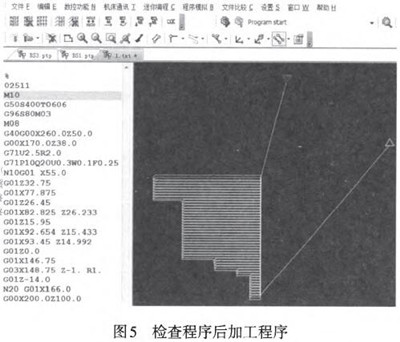
程序完成后是否正确很难判断,一般会进行试切,但我们的模具一般为单件生产,每件进行试切,浪费时间,为此经过不断调研实践,利用CIMCO EditV6程序演示软件进行演示,对程序是否正确一目了然,检查正确后,可直接进行加工,提高了加工效率,如图5所示。
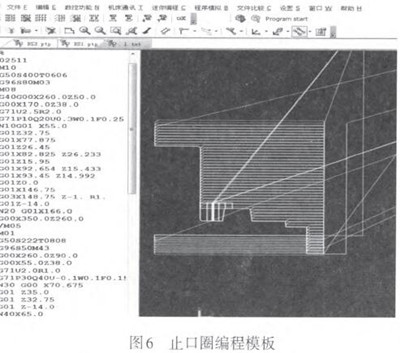
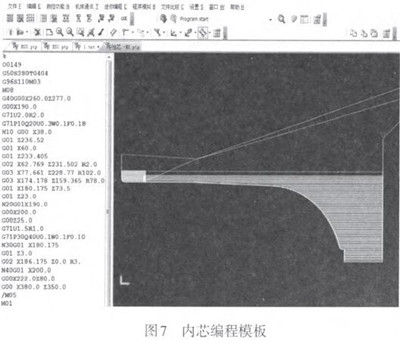
(4)根据不同种类模具有针对性的制定数控加工工艺,形成不同的编程模板如图6、图7所示。
3、结束语
为活塞模具的数控加工提供了高效的编程方法,原编程平均时间为3h左右,现为2h左右,时间缩短(3-2)/3=33%,实现缩短生产周期30%以上,同日-了模具加工的一致性、标准化。
通过对编程及加工方法的改进,生产效率彳{幅提升,数控编程及加工水平上了一个新台阶编程快速化、模块化,标准化,为今后数控加工目创新改进提供了宝贵的经验。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>柴油发动机缸体面铣生产率降低原因分析
- target=_blank>电动多旋翼无人机螺旋桨的性能计算与分析
- target=_blank>PlA生产中“桨叶一蒸汽管"两级干燥技术及其应用
- target=_blank> 采用MODBUS/TCP通讯解决曲轴条码数据传输问题
- target=_blank>大型曲轴转子一轴承系统振动特性理论与实验的研究

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

