
CYl4―1C油泵旋转缸体精密加工方法
2016-11-22 来源:中国船舶工业集团公司第六三五四研究所 作者:关福州 刘 智
摘要:针对CY14―1C油泵关键部件旋转缸体的加工难点,进行了深入的技术探索和工艺创新。从提高工件的表面粗糙度质量、形位公差、尺寸公差和热处理性能4个方面入手,通过合理的加工方法和工装设计,使精加工后的各项检验指标均达到技术要求。
1. 技术难点分析
我所产品试制部与华中科技大学机械学院液压研究室合作研制了一种新型CY14―1C油泵,该项目是为某海军基地研制开发的。该油泵的关键部件旋转缸体(见图1)有精密加工要求(见图2),我们面临两大技术难题:一是热处理技术方面,该油泵的旋转体所使用的材料是优质合金钢38CrMnAl,热处理技术要求硬度为60~65HRC,渗氮深度要求为0.2~0.3mm,这种渗氮层深度要求比较难达到,按照我们通常的热处理工艺方法,渗氮层深度只能达到0.1mm左右;二是该油泵旋转体精度要求高,同轴度要求0.01mm,圆柱度要求0.004mm,轴承位及柱塞孔内壁表面粗糙度值要求为0.2μm,可见加工难度较大。
2. 技术指标
旋转体各技术指标要求如下:φ 20k5外圆圆柱度<0.004mm;φ 57h8外圆圆柱度<0.004mm;长94mm、φ 13mm内孔圆柱度<0.004mm;φ 20k5外圆表面粗糙度值<0.2μm;长94mm、φ 13mm内孔表面粗糙度值<0.4μm;φ 20k5外圆与φ 57h8外圆同轴度<0.01mm;长94mm、φ 13mm内孔位置度<0.015mm;热处理要求硬度为60~65HRC,渗氮深度为0.2~0.3mm。
图1 旋转体三维图
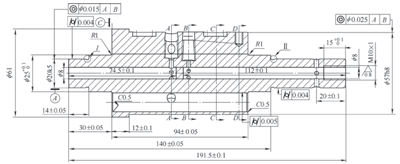
图2 旋转体结构图
3. 工艺方案
根据我所科技部《Q/JC111科研项目、新产品开发项目管理办法》文件要求,进行了工艺方案评审,确定工艺方案设计阶段为研制的初期阶段,通过对国内同行业油泵加工工艺相关调研,收集了一些资料。查阅类似相关零件加工工艺方法,提出了CYl4―1C油泵旋转体的加工工艺方案为:下料→粗车(C630)→热处理→精车(CAK3665DJ)→划→数控铣(KV1400/1)→线切割(DK7732BBJ)→研→立铣(X53K) → 钳→ 坐标镗(SIP7000)→坐标镗(T4163)→测量→坐标镗(F310)→研中心孔→粗磨(S―40CNC)→精磨(S―40CNC)。
4. 工艺方案实施
根据设计的加工工艺方案,将毛坯按留出足够余量状态绘制粗加工工艺图,将CYl4―1C油泵旋转缸体零件粗车后,再进行调质处理,使旋转缸体零件硬度控制在28~30HRC,半精车留余量后,安排一次热处理,消除零件内应力后,再对旋转缸体进行精车,精车后旋转缸体再做一次高低温时效,热处理后,上精密坐标镗F310精镗φ 8mm、φ 13mm孔,并保证圆柱度<0.008mm,这些工序完成后,转入圆磨工序阶段,先上Z525机床研堵头两端中心孔,根据实际测量的φ 8mm孔尺寸,配磨堵头,使得堵头与缸体φ 8mm配合间隙控制在0.003~0.005mm,通过这样的工艺措施,可以保证堵头中心孔与缸体φ 20mm外圆同轴度<0.005mm,最后上S―40CNC精密数控圆磨机床,顶两端中心孔分两次(粗磨、精磨)磨旋转体φ 57+0.030 mm、φ 45-0.020-0.029mm、φ 20k5外圆到尺寸要求。保证φ 20k5外圆与φ 57mm外圆同轴度在0.01mm以内,全部完成后再进行检测。
5. 工装设计
在工艺方案中,零件进行粗加工和半精加工后,将零件上卧式坐标镗床精镗两端长30mm、φ 8mm工艺孔,从加工基准方面保证了两端工艺孔的同轴性。为了达到工艺要求,根据实际测量尺寸配磨两端工艺堵头,再将制作的工艺堵头装配在旋转体的两端工艺孔位置,这样工装与旋转缸体形成一体,上精密中心孔研磨机床研两端中心孔,最后上S―40数控外圆磨床,顶两端中心孔磨两处φ 20k5、一处φ 57h8外圆尺寸,这样工序步骤分为粗磨和精密,可以保证旋转体φ 20k5与φ 57h8外圆尺寸以及同轴度在0.01mm以内,堵头如图3所示。
6. 关键技术点及措施
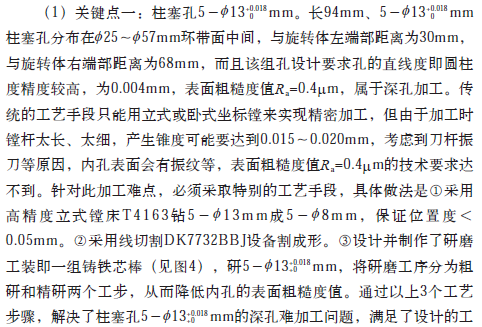
艺要求。
(2)关键点二:保证旋转体φ 20k5和φ 57h8外圆尺寸同轴度为0.01mm。在工艺方案中,零件进行粗加工和半精加工后,将零件上卧式坐标镗精镗两端长30mm、φ 8mm工艺孔,从加工基准方面保证了两端工艺孔的同轴性,根据实际测量尺寸配磨两端工艺堵头,再将制作的工艺堵头装配在旋转体的两端工艺孔位置,
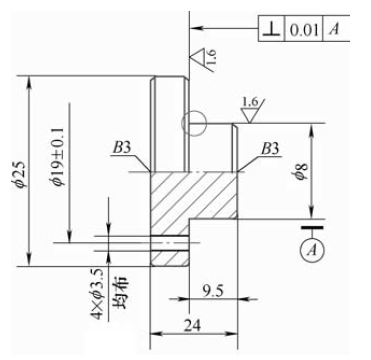
图3 堵头
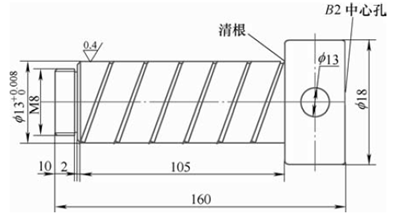
图4 研磨棒
这样工装与旋转体形成一体,上精密中心孔研磨机床研两端中心孔,最后上S―40数控外圆磨床,顶两端中心孔磨两处φ 20k5、一处φ 57h8外圆尺寸,这样工序步骤分为粗磨和精磨,可以保证旋转体φ 20k5与φ 57h8外圆尺寸以及同轴度在0.01mm以内。
(3)关键点三:热处理要求硬度为60~65HRC,渗氮深度为0.2~0.3mm。按以往的热处理经验,普通中碳钢材料通常渗氮深度只能达到0.1mm左右,而该零件材料是合金钢38CrMoAl,预计渗氮深度也只能达到0.1mm左右。准备调整热处理工艺方案,按辉光离子氮化热处理工艺来实现,并同时做试验、做试件,确保该项目热处理达到技术要求。
7. 结语
按此工艺方法精加工后,经检测产品完全达到设计要求,组装成CY14―1C油泵后,经调试检测该油泵基本达到各项技术指标要求。该加工工艺方法的创新对后续类似工件的加工工艺设计具有一定的启发性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>城市轨道精密三维测控新技术的研究与应用
- target=_blank>宝来轿车二次空气供给系统浅析
- target=_blank>RESOLUTE™绝对式光栅在直驱旋转工作台上的应用
- target=_blank>博世力士乐为秦川集团提供机器人关节减速器工业4.0交钥匙解决方案
- target=_blank>精镗汽轮机轴承箱大径孔

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

