
摘要:目的提升铸旋铝合金车轮的制造技术,探索铸旋车轮的制造短流程工艺。方法采用感应加热的方式取代传统工业炉对毛坯加热,并进行了试验研究。从感应加热理论、室温和200 ℃毛坯加热后的温度变化、旋压后的毛坯组织和机械性能方面进行了详细的分析。结果旋压后车轮的屈服强度能够达到180 MPa,抗拉强度能够达到280 MPa 以上,温度能够满足目前360~400 ℃的旋压工艺需求。结论为今后实现铸旋铝合金车轮的制造短流程和工艺规划提供了重要参考。
关键词:感应加热;铝车轮;旋压
铸旋铝合金车轮近年来得到了普及,主要应用于中高级轿车,其特点是散热快、重量轻、美观。同时,车轮轮辋经过强力旋压后其金属晶粒变细,具有明显的纤维组织,使得车轮的整体强度和耐腐蚀性大大提高[1-9]。
目前,铸旋铝合金车轮工艺流程如文献[4]所述,车轮旋压前要对所旋压毛坯进行加热,其毛坯加热主要采用以天然气为能源的工业加热炉等大型设备,占地面积大,工作效率低,同时也存在环境污染。
随着车轮制造技术的不断提升和生产节拍的加快,对毛坯加热效率提升了更高的要求。本文研究感应加热方式在旋压毛坯加热方面的应用,为以后工作提供新的参考。
1 、感应加热理论、
感应加热是使用通电线圈使被加热材料(即坯料)的内部产生涡电流,依靠这些涡流的能量达到加热目的,其主要是利用电磁感应的方法进行加热。感应加热原理如图1 所示。、感应加热理论
感应加热是使用通电线圈使被加热材料(即坯料)的内部产生涡电流,依靠这些涡流的能量达到加热目的,其主要是利用电磁感应的方法进行加热。感应加热原理如图1 所示。
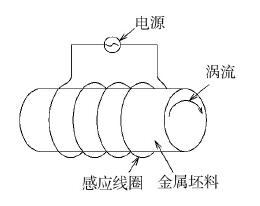
图1 感应加热原理
感应加热的过程实际上是电磁感应和热传导的过程,其电磁感应过程起主导作用,对热传导过程起着决定作用。电磁感应过程中所产生的涡流功率决定了热传导过程中所需要的实际能量。感应加热所遵循的主要依据是电磁感应、“集肤效应”和热传导3项基本原理[3]。
通常将150~10 000 Hz 频段的感应加热称为中频感应加热;10 000 Hz 以上称为高频感应加热[10-11]。通常用电源、感应器、电容组、电气控制及水电连接、机械结构等几大部分进行组合,形成感应加热的成套设备。车轮毛坯加热时靠感应加热中的感应线圈把电能传递给要加热的车轮毛坯,感应线圈与车轮毛坯应有20~35 mm的间隙。
感应线圈通常是由铜材料做成的,由于电阻的存在,在加热时就会产生热损失。由于感应加热线圈包围被加热的车轮,所以坯料的热损失大部分也传到线圈上,因此感应线圈通常为用水冷却的单层绕组。实际应用中,感应线圈的截面形状大多为空心的方形或矩形,如图2 所示。经过退火处理的铜线圈的电阻率较低,导电性能好,工业中常用的纯铜,外观呈现紫色,故又称紫铜,感应线圈由通水铜管绕制而成[12~14]。
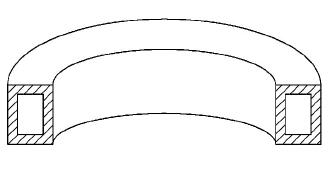
图2 感应线圈
2 、加热试验
加热电源采用IGBT 中频电源,频率为10 kHz,使用功率为50 kW,加热工件为通用公司某款18 寸待旋压毛坯,如图3 所示。

图3 毛坯感应加热
2.1 温度变化
根据旋压工艺需求,对室温和200 ℃毛坯进行了加热试验,升温到360~400 ℃时所需时间如表1所示。
表1 升温所需时间
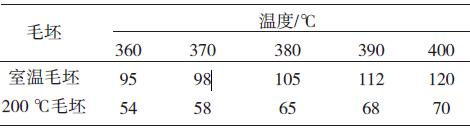
由表1 可以看出,冷态(室温)旋压毛坯经感应加热到旋压工艺温度区间的时间为95~120 s,升温速度较快,能够满足目前旋压工艺的要求。
原始高温毛坯(200 ℃)经感应加热到旋压工艺温度区间的时间为54~70 s,能够满足旋压工艺条件,并且带温感应加热方式适用于压铸毛坯带温旋压理念,更适合短流程制造工艺及生产车间的工艺布局[15]。
在感应加热过程中,对室温毛坯轮辋内外壁的温差随加热时间的变化进行了分析,如图4 所示。由图4 可以看出,当毛坯加热到90 s 时,温度差最大,为20 ℃,也能满足现场旋压工艺需求。
此外,对非旋压部位也进行了温度测量,各部位温度为:轮心(法兰)温度为150 ℃,轮辐温度为260 ℃,工艺轮唇温度为320 ℃,能够满足旋压工艺条件。
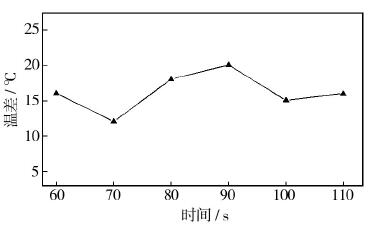
图4 轮辋内外壁温差随时间变化的曲线
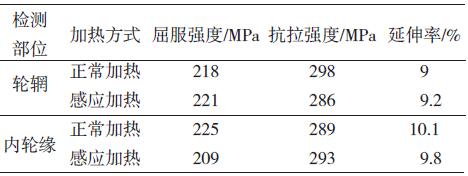
2.2 性能对比
对正常加热(加热炉)和感应加热经过旋压后的成品车轮进行了力学性能对比,对比结果如表2所示。由表2 可以看出,采用两种不同加热方式的毛坯经过旋压后,其成品的力学性能相差不大,均在客户的产品标准之内。
表2 力学性能对比
2.3 组织对比
两种加热方式下旋压毛坯轮辋金属组织流线的对比如图5 所示。
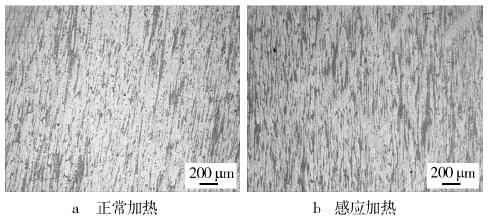
图5 毛坯旋压流线
从图5 可以看出,两种不同加热方式的旋压金属纤维组织流线均比较明显,差别不大。
3 、结语
对铸旋铝合金车轮毛坯感应加热工艺进行了试验分析,结果表明感应加热工艺能够满足目前的旋压工艺需求,为今后铸旋铝合金车轮的技术发展提供了重要参考,为实现铸旋车轮的短流程制造工艺指出了方向。然而,感应加热设备对加热毛坯温度的控制仅限用红外线测温的方式,灵敏度不高;不同型号的轮毂需要的感应线圈也不一样,通用性相对比较差,感应加热设备还需优化。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>柴油机漏电流式颗粒物传感器的应用研究
- target=_blank>车铣复合加工在大学生金工实习中的教学模式
- target=_blank>CYl4―1C油泵旋转缸体精密加工方法
- target=_blank>城市轨道精密三维测控新技术的研究与应用
- target=_blank>宝来轿车二次空气供给系统浅析

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

