
摘要:对国产高压氨泵在试车过程中出现内缸体过渡流道封板破裂失效的现象,从设备承压、板材厚度、材质及焊接工艺等方面进行原因分析,对其改造过程及所取得的经验进行阐述。
关键词:国产氨泵内缸体破裂
尿素生产装置中的高压氨泵负责将液氨升压输送到高压系统,由于对运转精度要求高。国内大型石化企业均首选国外进I=l设备.使高压离心氨
泵一直未能实现国产化。
中国石油宁夏石化公司化肥二厂f简称宁夏二化)在2005年装置扩能改造后。采用荷兰斯塔米卡邦二氧化碳汽提工艺.原卧式三联柱塞氨泵结构复杂,进口填料易泄漏,更换成本高,而进E1日本EBARA公司制造的中级离心泵运行虽平稳.但是进I:1备件费用高昂.为了给即将建设的年产45万吨合成氨、80万吨尿素的三化肥装置提供成熟的国产氨泵技术.决定将原柱塞泵改为国产离心泵。离心泵改造由中国寰球工程公司、重庆水泵厂有限责任公司及中国石油宁夏石化公司共同开发.由杭州大路实业公司和重庆水泵厂有限责任公司按照设计进行机泵制造.研制的国产离心式’高压氨泵在2011年开始安装.同年5月完成并具备单试。2012年5月26日,启动高压氨泵运行.通过副线循环,因受中压系统压力影响,运行30IIlin后停运。经过此次单试,确定该泵可投入系统运行。
1、氨泵的结构及主要参数
高压氨泵型号为100—80—10sTG.主要由泵体、齿轮箱、电机、润滑油系统和仪表控制联锁系统组成。泵的十级叶轮采用背靠背对称布置,主要参数如表1所示。
表1高压氨泵主要参数
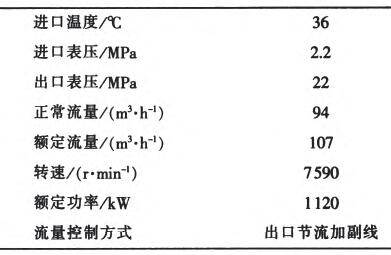
泵体的主要组成部分有外缸、泵盖、内缸蜗壳、转动部件与轴承,泵的缸体分内缸和外缸,外缸为筒体式,内缸为水平剖分式。双蜗壳设计。如图1所示,液体被分流到两个独立的流道内。大小相等的径向力相互抵消而使泵轴不会产生歪曲和扭矩。在任意流量下,由于叶轮的对称分布。轴向力也被自动消除。内缸蜗壳与外缸之间充满了输送介质。外缸独自承受爆发压力.而内缸蜗壳承受压缩应力。
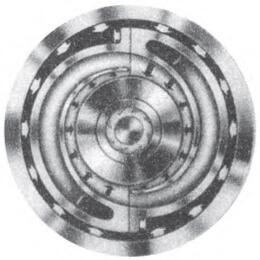
图1双蜗壳结构
2、运行中的故障
2.1 故障初期症状
2012年6月,国产高压氨泵开始试车,截止8月初共运行47d.运行期间各参数基本正常。2012年8月11日.系统开车时启动高压氨泵,系统加负荷时,发现该泵出El压力仅为15MPa,入口流量为38t/h,无法满足向系统输送液氨要求,因此决定倒换泵运行,将该泵交出检修。
2.2 现场处理
从2012年8月12日开始.陆续启动高压氨泵以确认不打量的原因,主要检查分析:①清理机泵的人口滤网,结果没有发现异物;②泵体进行充氮排气操作,防止泵体气化;③确认电机转向及电机转速都正常。经过检查后,基本上排除了操作和电气故障造成机泵故障的可能性.决定将机泵缸体整体送回制造厂家进行解体检修.以判断具体的问题原因。
2.3拆检过程
2.3.1拆检轴承箱
轴承箱径向瓦完好.无磨损。推力瓦的副瓦及副瓦侧的推力盘均有磨损,说明泵内轴向力发生改变。
2.3.2拆检机械密封
该泵的机械密封形式为双端面多弹簧机械密封.拆检后发现各密封面完好.无磨损痕迹。
2.3.3拆检内缸体
拆除自由侧缸体封头,将内缸从自由侧抽出。在抽缸过程中.由于无法在内缸外端面上找出牵引力点,只能依靠内缸体中封面的螺栓来施加拉力;内、外缸体间有一道密封环及直121配合,配合较紧,外部进行加热后,内缸体才得以抽出。对内缸体检查发现内缸体封板无磨损,转子也没有磨损痕迹.转子弯曲度检查也正常。内缸体外侧的下缸体第五
级叶轮出口至第六级人口的过渡流道封板处发现不规则裂El,长约20 cm,宽约8 cm,其余3块封板中,也发现了2处裂纹,如图2和图3所示。
由上述检修情况可见.氨泵不打量的原因是由于第六级入VI处内缸体过渡流道封板破裂.缸体高压段液体自破裂处回流至第六级入口形成局部循环,出口无流量。因此氨泵无法给系统供料。双蜗壳中,原本应在两个独立流道内流动的液体,现在在缸体破裂处发生串流.原本大小相等的径向力变得不等,无法互相抵消,导致泵轴歪曲、推力盘磨损。
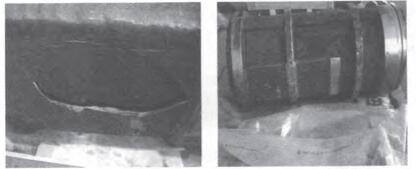
图2 内缸体流道破裂部位
图3 内缸体外侧流道封板出现的裂纹
3 、原因分析
3.1 流道结构
第五级出VI至第六级人口的流道.是在铸造好的内缸体外侧焊接4块钢板与铸造的内缸外壁形成的。流道内的液氨压力是第五级出ISI的压力,而流道外侧的压力是第十级出El的压力.对焊接的钢板来说,两者压差相差较大。因此,封板的承压能力要求非常苛刻。
3.2 流道封板失效
1)该封板承受的内外压差较大,约10MPa,而该封板两侧支撑点较远。
2)选材不当。原来的内缸体为1Crl3铸件,焊接性不好,而封板材料需要考虑低温、高压,且易与1Crl3铸件焊接.所以在裂El及裂纹上有冷脆迹象。
3)焊接工艺差造成封板应力无法消除,使封板出现裂纹。
3、原因分析
3.1流道结构
第五级出VI至第六级人口的流道.是在铸造好的内缸体外侧焊接4块钢板与铸造的内缸外壁形成的。流道内的液氨压力是第五级出ISI的压力,而流道外侧的压力是第十级出El的压力.对焊接的钢板来说,两者压差相差较大。因此,封板的承压能力要求非常苛刻。
3.2 流道封板失效
1)该封板承受的内外压差较大,约10MPa,而该封板两侧支撑点较远。
2)选材不当。原来的内缸体为1Crl3铸件,焊接性不好,而封板材料需要考虑低温、高压,且易与1Crl3铸件焊接.所以在裂El及裂纹上有冷脆迹象。
3)焊接工艺差造成封板应力无法消除,使封板出现裂纹。
4)此次内缸体失效的原因主要是实际制造选用的封板厚度为12mill,而经过设计院核算,设计图纸要求为20mill.原封板厚度不能满足承压要求。杭州大路做的计算强度分析与委托浙江大学做的计算强度分析均认为12 mm钢板承受的应力超过了材料的屈服强度许用值。
4、处理对策
采用厚度为20mm的304不锈钢板.对新的封板进行焊接修复,并加焊加强筋支撑。焊接工艺上采取措施防止变形与裂纹.封板焊接工艺如图4所示。对后续内缸体设计更改为整体铸件(封板与缸体整体铸造),同时结构上采取封板加强筋,以保证强度可靠。
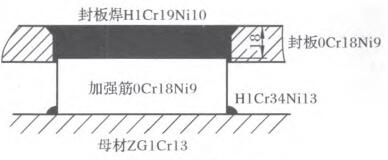
图4封板焊接工艺
5、改造效果
待缸体过渡流道封板修复完毕.在2013年4月2 13启动国产高压氨泵倒入系统运行。该泵运行参数正常,出13压力稳定在22MPa,泵体流量稳定在75m3/h,其余各轴承温度正常,最高为61℃,均在设计范围内。该泵连续运行至2013年底,未出现故障。
6、结束语
国产高压离心氨泵在国产化的应用过程中,经过制造厂商、设计单位与生产使用单位三方合作。解决了内缸体流道封板失效的问题,在此后的运行中未再出现该类问题.说明修复后效果良好.为13后生产该泵的缸体改造提供了切实可靠的经验。国产高压离心氨泵在3a内,完成了设计、制造、安装、验收、维护运行的全过程。该泵仅在宁夏二化尿素装置首次安装,经过多次调试、改进,最终取得了成功.证明了该泵可以替代进口氨泵.实现了高压氨泵的国产化。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>模具抛光机器人柔性终端执行器设计与分析
- target=_blank>地铁隧道断面收敛测量中 3D激光扫描技术的应用
- target=_blank>机械模具加工精度控制探讨
- target=_blank>基于模态计算的风电齿轮箱振动噪声控制
- target=_blank>感应加热在铸旋铝合金车轮中的应用

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

