
摘要:红石电站的定桨转轮结构比较特殊,叶片转角不可变,其工况也相对单一,但是其对叶片、转轮等部件的加工及装配精度要求相对较高,文中就红石定浆式转轮的制造过程中遇到的一些问题及解决方法进行探讨。
关键词:定浆:转角:叶片:转轮体
0 引言
红石电站位于吉林省桦甸境内,白山水电站下游,水位变化较小,故共安装4台50 MW轴流定浆式水轮机组,机组在20世纪80年代制造,目前仍然是国内最大的轴流定浆式水轮机。由于运行多年,大部分零部件相继磨损,且该机组在多年运行过程中,存在一些问题,主要是运行工况下振动问题。由于存在“共振”现象,导致机组在运行过程中厂房和机组同时振动,噪声大,叶片总成产生裂纹,机组使用寿命短。经过分析:一是大坝和厂房设计可能存在问题;二是机组水力运行工况可能有问题;三是转轮的制造、安装精度可能存在问题;四是没有完全避开产生共振的固有频率重叠区域。所以用户需要更换新的转轮。对于新制造的转轮,用户要求消除机组振动现象,提高机组的运行稳定性,改善转轮的有效寿命,提高产品制造的质量和精度。
1、转轮的结构特点
如图l,因为是定桨转轮,叶片与转轮体的相对位置是固定的,即使机组运行时,叶片转角也不会改变,相较于常规的转桨转轮,红石转轮内部缺少了一套液压操作机构,转轮整体重量较低,但是因为结构原因,使定桨转轮的制造难度大大提高了。
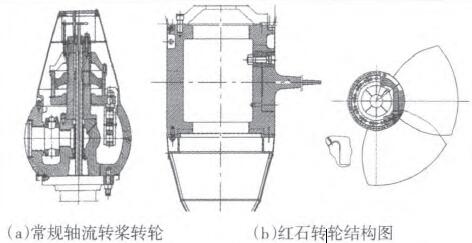
图l
2、转轮制造难点及对策
2.J叶片与转轮根部间隙
难点:叶片与转轮体根部间隙小。常规同尺寸机组的转轮,根部建议一般在lmm以上,但是红石机组的根部间隙仅为0.33~0.91 mm。间隙范围小。设计意图是间隙越小越好,但研肩难度大。单件加工时转轮体和叶片都是按照样板检查,由于叶片根部是车、铣工序相交处,成型困难;另外还有加工误差的影响,所以很难保证装配的间隙要求。
对策:研肩。因为是定桨转轮,所以叶片与转轮体装配位置是固定不变的,在转轮正式预装时,按照转轮体上的位置线,安装叶片,测量叶片与转轮体的实际间隙,并在叶片上做好标记和铲磨量,拆除叶片后,对叶片多肉的部位进行打磨,但是,对于缺肉的部位,可对叶片的边缘进行补焊并进行反复研肩,来满足最终的装配要求。
2.2 叶片外圆转轮室间隙
难点:叶片外圆尺寸精准与否,关系到机组实际运行过程中的效率问题,红石机组的叶片与转轮室间隙单边3.5~4 mm,如何对叶片外圆加工尺寸进行准确测量,是一个比较关键的问题。
对策:对于叶片外圆的测量,可采用FAR07.维关节臂对其进行准确测量,FARO的测量精度高,单点测量精度可在o.os mm以内,完全可以满足叶片外圆:正负O.2 m浦度要求。 叶片安放角度允许偏差00~+0.3。
难点:测量基准选定,以往转轮装配过程中一般选用叶片截面线或边缘点作为测量基准点,但是红石定桨转轮的安放角度公差范围小,且其叶片与转轮体采用定位销定位,定位销孔的位置对叶片转角也存在很大的影响。对策:请设计部门配合,以图样规定的截面线与叶片的进出水边交点作为基准测量。按照图样给定的测量数值范围为依据,计算结果超差时,按照设计指定要求选定某一点测量。在打销前必须以叶片安放角为基准调整叶片,满足叶片安放角公差要求后,才能打销孔。
2.4转轮平衡残余不平衡力矩不大于4 kg·m
难点:残余不平衡重量较小,不易平衡。对策:在转轮体上增设配重槽,固定转轮的平衡位置。考虑整体静平衡,转轮体和泄水锥基本属于规则旋转体,无需单独静平衡。将叶片称重后,将各叶片的安装位置固定,对转轮进行配重,将叶片自身的不平衡力矩与转轮体的不平衡重量相互抵消,按照转轮平衡公式进行计算:
![]()
式中:^为平衡系统重心至平衡球心以下的垂直距离,cm,值按表查取;H为转轮因施加重物尸而下降的平均值,cm;R为所施加重物的中心至平衡系统轴心的水平距离,cm;G为平衡系统总重量皿彤为液态摩擦因数中间值,Ko.ooo15p为所加重物的重量,kg。
对应理论值h的最小、最大值计算出理论值日的最大、最小值。
2.5转轮体的加工
2.5.1转轮体轴孔分度加工
难点:转轮轴孑L的误差在±0.02。以内,精度较高,但是因为缺少足够承重的数控转台,且常规的单孔加工无法保证轴孑L分度,轴孔的加工存在一定困难且公差不易保证。对策:采用数控龙门铣,对转轮体的叶片轴孔进行分度加工,并加工出相应基准,后续转轮体转往镗床加工,按龙门铣的加工基准,加工叶片各轴孔,基本可以保证转轮体的轴孔分布精度。
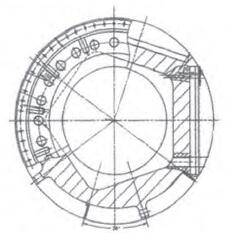
图2 转轮轴孔分布图
2.5.2转轮体40定位
销孔的加工难点:因为是转轮体与叶片的定位销孔,其H7公差带精度不存在问题,但加工 难度很大,刀杆过长影响销孔的加工质量。
对策:在叶片和转轮体单件加工中,按照图样的理论位置,对40定位销孔进行粗加工,留一定的加工量,减少最终同镗时的加工量。减轻同镗时的切削抗力,同时选用模块化可接长的千分精镗刀杆对销孔进行精镗、使用专用工装对销孔进行研磨,销孔的表面粗糙度可达Ral.6 txm左右,完全可以符合图样要求。
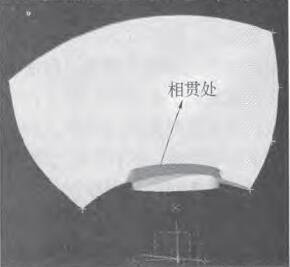
图3 叶片相贯处
2.6 叶片的加工

如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>TB880E 刀具的故障与改造及中心刀的装配
- target=_blank>空空导弹-气缸零件加工工艺研究
- target=_blank>自动研磨对精冲模零件表面影响的研究与参数优化
- target=_blank>发动机缸体铸件脉纹缺陷的防止措施
- target=_blank>航空增压器叶轮多轴高效加工工艺与仿真优化睾

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

