
摘要:针对发动机缸盖螺栓沉孔深度尺寸特点提出一种深度测量检具的设计方案。深入研究了被测要素技术要求、测量原理以及检具关键结构设计,详细描述了检具操作方法,并对检具可重复性与再现性(GR&R)进行测评研究,满足了检测要求。所设计的检具能快速准确地测出螺栓沉孔深度尺寸,大大提高了检测精度和效率,为企业解决了一项检测难题。
关键词:发动机;缸盖;螺栓孔;深度尺寸测量;检具
1 引言
发动机缸盖上有用于冷却燃烧室及周围区域的水套、进排气道、进润滑油道和火花塞的安装孑L、螺纹孔等,缸盖上每个部件都对发动机的正常工作产生巨大的影响,因此在加工制造时必须严格控制尺寸精度。
某型号发动机缸盖局部结构如图1所示,根据加工制造要求,需要测量直径西11.5mm、深度65.3±0.15mm的螺栓沉孔的深度尺寸,采用传统测量工具游标卡尺、深度尺进行测量时,测量误差较大、效率较低。为此,设计了一种结构简单、操作方便的发动机缸盖螺栓沉孔深度尺寸专用检具,较好解决了此项技术难题。
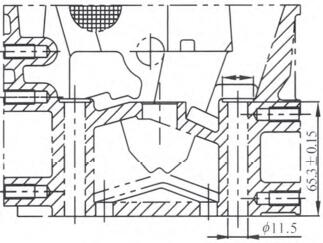
图1 缸盖局部视图
2、测量原理
零件检测分为绝对测量和比较测量,绝对测量法是借助可以直接读出被测对象整个量值的测量工具对被测对象进行测量。在实际生产加工中,零件的很多尺寸无法依靠量具测出实际数值,有时检测时间甚至超过了制造时间,大大增加了生产成本。比较测量法是通过被测参数与某个标准数值(校准件)进行比较,从而得出被测参数相对于标准量的偏差值,由于标准量已知,被测参数的整个量值等于偏差值与标准量的简单代数和,检测中,只需观察偏差值即可判断尺寸合格与否,大大提高了检测效率。
根据以上分析,采用比较测量法,使用专用深度检具检测图l中的螺栓沉孔深度尺寸,要实现零件尺寸的比较测量,必须设计制造出合格的测量标准件。检具通过对标准件测量及校准各零部件,并对读取测量的百分表进行校零。设计标准件如图2所示,标准件包含底板、内六角螺钉、顶块和校准套四个部分。
校准套4直径舭0mm,高度20mm,上下表面平行度误差0.005mm,中间设计引导孔为西11.5±0.15mm,校准套底部有4一M4—7Hxl2螺纹孑L,与底板1相配合。校准套和底板的材料为GCrl5,锐边去毛刺,热处理HRc60—64,使其具有足够的硬度和稳定性。装配时,利用高精度三坐标测量机测量,保证顶块和标准件顶部之间的距离为65.3±0.005mm。检具使用前,利用标准件对检具进行零位设置,正式检测时,观察百分表的读数,如果被检测值在一0.15一+0.15mm之间则螺栓孔深度合格,否则不合格。
3、检具结构设计
综合上述分析,设计如图3所示的检具,包含百分表、百分表表罩、夹表套、螺钉、导套、测量触杆、规体、手柄、标牌、弹簧及平板等部件。百分表放置于百分表表罩内,并穿过夹表套;通过螺钉固定在表罩上;百分表表罩设置于规体的上端,并通过螺钉固定于规体;测量触杆上端与百分表测头相接触;测量触杆的一侧设置有限位槽,通过限位螺钉防止测量顶杆从规体中滑落以及旋转带来的测量误差;规体内部设置有导套,测量触杆穿过导套,起到固定和导向测量触杆的作用;测量触杆下端与规体之间设置有与测量顶杆同轴向的弹簧,i贝4量时有反作用力;在检测时,将待测工件置于检测平板上,确保检测精确。
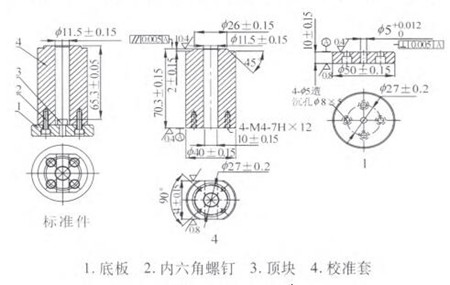
图2 标准件结构
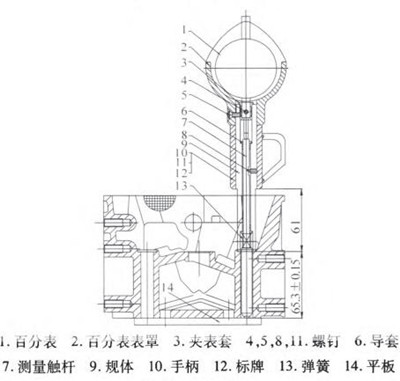
图3 检具结构
3.1 测量触杆设计
测量触杆的结构如图4所示,总长213±0.15mm,垂直度误差0.005mm。测量触杆是检具设计的重要部件,是检具检测精度能否满足要求的关键,其加工精度要求最高,不仅要与被测零件基准配合,还需与规体精密配合组装。测量触杆顶部与百分表测量触头接触,要求不得有中心孔,顶面粗糙度值为R。0.2。660-。。,:外圆与规体内孔配磨,保证配合间隙小于0.005mm,确保触杆在规体内顺畅移动;顶杆中间有8 X 1mm限位槽;触杆144mm处有一台阶,以便与规体下端台阶安装弹簧;触杆底端焊接一个s66±0.15ram小球,小球表面粗糙度值达R。0.1。测量触杆材料为硬质合金GCrl5,锐边倒角0.5×45。,热处理58—62HRC,冰冷处理,非磨加工表面镀装饰铬。
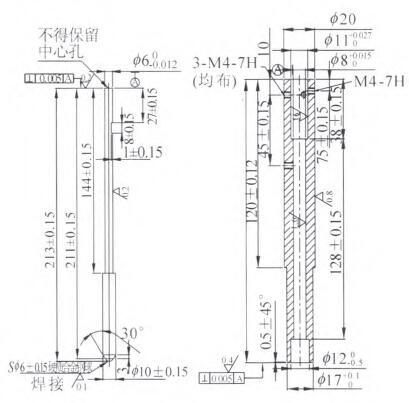
图4 测量触杆 图5规体
3.2检具规体设计
检具规体是检具设计的主体部件,总长为213±0.15mm。内部有台阶孔,垂直度误差为0.005mm,检具其他零部件都要通过精密配合与其联接,配合处尺寸精度一般要求较高。如图5所示,规体顶部和中部设计有螺纹孔M4×7H,通过螺钉固定百分表和测量触杆,防止滑落以及旋转造成的误差。顶部西8内孔需要配合夹表套,蛳孑L与触杆精密配合,尺寸精度都达到0—0.015mm,咖11、咖6内孔与基准面垂直度要求为0.05mm。测量时,规体底面与螺栓沉孑L所在平面紧密接触,粗糙度值达到R。0.4。规体采用硬质合金GCrl5精密加工而成,热处理60—62HRC,锐边倒钝0.5 X45。,非磨加工表面发黑处理。
3.3 检具操作方法
(1)装配
左手持检具规体,右手将检具夹表套按图3所示放入规体中顶紧,百分表表罩紧贴规体顶部台阶处,锁紧螺钉固定在规体上,将百分表头放入表罩并穿过夹表套,锁紧螺钉。左手反持规体,右手将弹簧放人,并将测量触杆穿过弹簧与百分表测头紧密接触,调整并旋人螺钉,注意螺钉和测量触杆8×1mm限位槽之问有足够的间隙,确保测量触杆在规体中可以自由移动、压缩。
(2)校零
松开锁紧螺钉,调整百分表与测量触杆之间的压缩程度,确保百分表指针有足够的压表量。将图2所示标准件放在水平台上,右手持检具,左手固定标准件,将测量触杆球形测头放人标准件校准套中,小球与顶块接触,规体底面和标准件顶面紧贴,此时将百分表指针调整为零位。
(3)检测
检具零位调整好后,将发动机缸盖放在平板上,右手持检具,将测量触杆放入螺栓沉孑L中,测量触杆底部小球与平板接触,规体底面与螺栓沉孑L所在平面紧贴。观察百分表的读数,百分表指针与零位的偏差值就是被测件与校准件之间的偏差值,螺栓沉孔深度尺寸公差为±0.15mm,若百分表指针在零位左右0.15mm之内则螺栓深度尺寸合格;否则尺寸超出公差。
表1 可重复性及可再现性数据分析表
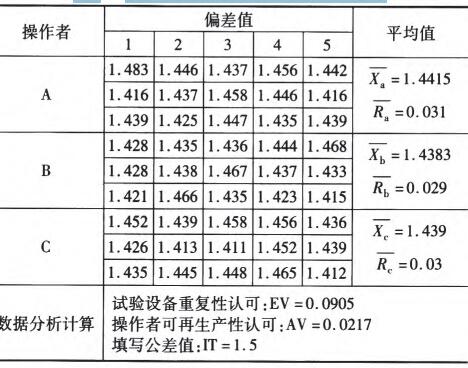
4、可重复性与再现性(GR&R)测评
将产品装在检具上,通过三坐标测量机测量产品上的三个点,这三个点代表X、y、z三个平面矢量方向。A、B、c三名操作者分别测量五个产品,每个产品重复装夹三次,测评数据见表1(以x方向为例)。
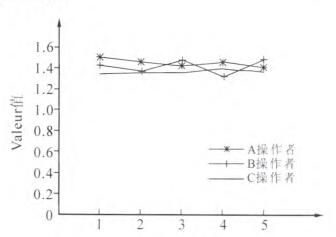
图6 测量结果稳定性曲线
5、结语
经过反复的测量检验,螺栓孔深度尺寸检具满足了验收要求,测量重复性GR&R≤10%。图3所示的专用检具结构紧凑,原理正确,能快速准确地测出发动机缸盖螺栓沉孔深度尺寸,大大提高了检测精度和检测效率,满足了工序测量需要。目前此项检具技术已经推广使用,产生了巨大的经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>地铁盾构机施工中的刀盘及刀具改造技术
- target=_blank>刀具在航空壳体高速切削中的影响研究
- target=_blank>雷尼绍公司 XL80 激光干涉仪:评定进口二手加工中心定位精度
- target=_blank>加工中心斜面螺纹孔加工探索
- target=_blank>定桨轴流转轮的制造技术

- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

