
深孔加工工艺技术在水泥机械制造中的应用
2017-11-9 来源:威海职业学院 作者: 周玉霞
摘 要:深孔加工工艺技术在水泥机械制造领域中的应用,有效提高了水泥机械制造水平,促进了我国机械制造强国战略的实现。本文以深孔加工工艺技术的特点为论述切入点,分析深孔加工工艺技术在水泥机械制造中的具体应用。
关键词:深孔加工;水泥机械制造;应用;精确
近来年随着机械制造业技术的不断发展,我国水泥机械工业设备的更新速度异常迅猛,从而出现水泥生产企业的设备与具有深孔结构轴类零件技术要求不符的问题,解决该问题需要对生产设备进行改造,运用深孔加工工艺技术促进水泥机械制造业的发展,促进我国机械制造强国战略的实现。
1 、深孔加工工艺技术的特点
深孔加工主要是针对机械制造业中长径比大于 5 (L/D≥5)的孔。随着机械设备性能的不断完善以及大型设备的发展,深孔加工技术的应用范畴越来越广泛。由于水泥机械行业的主要产品包括水泥窑、辊磨、辊轧机等配套的大型轴类零件,因此其深孔加工工艺技术具有加工难度大、运动方式复杂以及深孔加工排屑等特点。
2、 水泥机械制造深孔加工工艺的基本要求
随着水泥机械制造技术的不断发展,水泥生产企业的设备性能有了很大的提升,已经具备加工直径 φ1000~2000mm、工作行程长度大于 5000mm 的卧式车床,工作场地起重能力达 32t 上,初步具备车制加工大型轴类产品的能力,但是在深孔加工技术方面却存在一些缺陷,结合水泥机械制造工艺的基本要求,需要达到以下标准:一般水泥机械加工深孔的工件大部分属于回转体零件,因此需要采取以工件旋转、钻具固定的方式作为深孔加工工艺的首选方案,但是采取此种工艺则需要较长的机床,而目前此种机床需要进口;根据不同的深孔比选择不同的深孔加工方式(见表 1)。
表 1 不同尺寸深孔的加工工艺
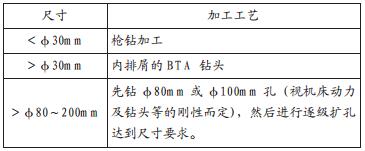
基于水泥机械制造深孔加工工艺的要求,由于深孔加工工艺属于在机械零件内部加工,结合相关实践应用水泥机械制造深孔加工的因素主要包括:深加工工艺的特点影响水泥机械制造零件的性能,例如在深孔加工中由于不能直接观看到刀具的切削情况,只能根据听声音、观看机床负荷等外观现象判断深孔加工的效果;深孔加工刀具的选择,刀具材料、切削性以及几何参数等都会影响深孔加工的质量。
3 、深孔加工工艺在水泥机械制造中的应用策略
深孔加工工艺技术在水泥机械制造中的应用对提高水泥机械制造水平具有重要的意义,根据水泥机械制造深孔加工工艺技术的规范要求及存在的问题,需要对现有的深孔加工工艺技术进行改造,以此提高水泥机械制造企业的综合效益。目前水泥机械加工产品的零件主要是大型的轴类零件,这些零件既包括同心孔、也包括偏心孔,但是根据水泥机械制造产品的规格,如果选择零件旋转的方式,需要企业花费大额的资金购买进口机床。基于成本考虑,选择从钻杆、工件固定的方式入手。和工件旋转相比,刀具旋转有更高的适应性。无论是工件的重量大小、孔径大小、同心孔还是偏心孔,通过技术改造,为了更好地阐述深孔加工工艺技术在水泥机械制造中的应用,本文以≤2000mm、重量 60t 以下工件为例。
3.1 水泥机械制造深孔加工切削液的选择
深孔加工技术在水泥机械制造中的应用需要处理好以下几个问题:热量散放、工具导向、加工工艺等关键技术,尤其在深孔加工工艺技术中,需要合理处理切削液的流量与压力关系,避免在切削过程中因温度过高导致刀具损耗过大的问题。切削液合适的流量和压力,能使切削液到达切削区域,达到冷却润滑刀具、工件的作用,并清洗工件,将切屑顺利排出(表 2)。
表 2 加工方法与切削液压力、流量参考值
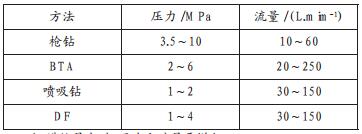
注:进给量大时,压力和流量要增加。
3.2 深加工工艺刀具的选择
没有可改造的机床时,最好的方案是购置 TB2120(BTA 内排屑等)型深孔钻镗床,组合枪钻系统,自制或定制合适的工作台和配套工装,即可高效完成上述范围内工件的深孔加工。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>盾构机主驱动轴承无损检测应用技术
- target=_blank>基于实时检测的飞机对合面加工系统设计和研究
- target=_blank> 发动机滚子摇臂装配视觉检测系统研制
- target=_blank>优势技术能力引领效率革命--增长型企业赛克思液压的成功之路
- target=_blank>Creaform 发布 6.1 版本 VXelements 3D 软件平台及应用套件

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

