
新型多功能弹出式刀具机构的设计
2019-1-30 来源:中航飞机股份有限公司长沙起落架分公司 作者:沈勇, 郭辉, 田辉, 肖彬
摘 要:为解决航空产品中深孔槽或异形回转体内孔零件难加工的问题,结合多年生的生产经验,设计了一款用于此类零件加工的新型多功能弹出式刀具机构。此新型机构通过推动内部活动心轴实现切削半径的调节,更换不同刀具可实现镗孔、研磨等功能,且机构结构简单、操作方便,特别适宜于深孔槽或异形回转体内孔零件的加工。
关键词:多功能;刀具;设计
0 、引 言
在航空产品中常遇到一些深孔槽或回转体内孔的活塞杆零件,无法通过一般的深孔加工设备完成。当零件内孔槽太深或回转结构较为复杂时,采用传统深孔刀具、加长刀杆配合大行程车床的加工方法可解决大部分零件的加工。尽管如此,传统低效率的加工方法还常受设备加工长度的限制,就深孔刀具而言,其高昂的造价,苛刻的设备要求条件,不适宜科研生产过程中的单件、小批量生产。
若采用加长刀杆配大行程机床的加工方案,则零件周转时间长,刀具更换耗时量大,企业生产效率低下。通过对深孔及普通孔加工刀具的深入分析,特别设计了一款多功能弹出式刀具机构,用于解决此类深孔槽典型零件的加工难题。
1 、传统孔加工刀具的特点
孔加工刀具按工作部分的结构分整体式、焊接式和机械夹固式三种:刀体上做出切削刃的整体式刀具;刀片钎焊到钢制刀体上的焊接式刀具; 刀片夹固在刀体上或钎焊好的刀头夹固在刀体上的机械夹固式刀具。其总的特点是:定位精度好,刀具寿命长,有利于涂层陶瓷等新技术的推广,但刀具可调性差,加工时刀杆过长,挠度变形大,弯曲刚度差。
2 、新型多功能弹出式刀具机构
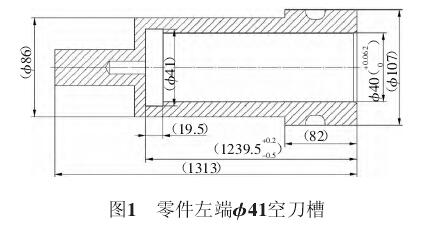
生产加工中,为了解决部分异型零件的深孔环形槽如油槽、挡圈槽和空刀槽的加工(如图1),设计了一款可兼顾加工普通内孔的弹出式刀具机构。
2.1 机构的组成
新型多功能弹出式刀具机构主要由图2中的六部分构成,其中活动刀体1共有4个相同的部分,一端与刀体外壳3的U型槽通过弹性固定胀圈2轴向卡紧,另一端由弹性固定胀圈6将其压入刀体外壳3中的四个对称且大小相同的限位槽中,限制了活动刀体1 沿调节心轴5的轴向移动自由度。当撑杆4和调节心轴5受到刀体外壳螺旋机构的轴向推力时,调节心轴5产生轴向位移,并通过贴合斜面的滑动,挤压活动刀体1使其沿调节心轴5的径向撑开,从而改变了刀具的切削直径。刀体外壳3有对称性较高的四个限位槽,在槽的两端分布着一个安装定位弹性固定胀圈的U型槽,撑杆4和调节心轴5在截面呈“十”字型的刀体外壳腔内的位置,直接决定着弹出式刀具机构的刀具加工半径。其中活动刀架部件有活动刀架基体、夹板、螺钉、切削刀具(如:刀片)组成(见图3的立体示意图)。
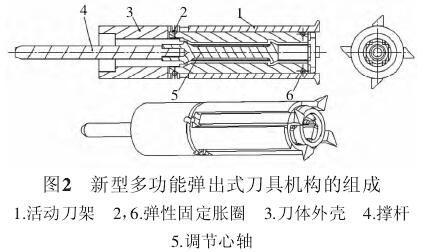
夹板主要作用是将刀片、油石等刀具定位于活动刀架基体,通过螺钉夹紧。更换不同的切削刀具可实现切槽、镗孔、研磨等多种加工方法。
2.2 工作原理
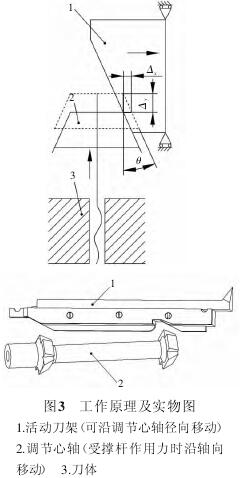
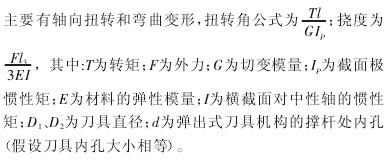
多功能弹出式刀具机构工作原理是(图3):调节心轴5与刀体3一端撑杆相连,撑杆随刀体螺纹机构的螺旋运动,推动着调节心轴5沿轴向平行移动,活动刀架1轴向方向受弹性固定胀圈及刀体外壳U型槽限制,在调节心轴5推力作用下,沿调节心轴径向平行移动,夹持在活动刀架的刀具切削直径也随调节心轴位置的不同发生着相应变化。调节多功能弹出式刀具机构与刀体连接的螺旋机构旋合长度可直接控制刀具切削直径。调节心轴在螺纹机构下的轴向位移:

螺纹机构可以采用手动角度调节或机动 转速调节,实现改变刀具切削半径伸 长量的目的。
2.3 机构主要部件的设计要求
机构活动刀架和调节心轴要有足够的强度和耐磨性。切削刀具应符合相应 加 工方法的刀具角度,零件加工前 通 过磨床对切削刀具进行修磨调整,保证切削刃处于同一圆
周内;加工时锁紧螺旋机构,确保刀具刚性加载,切削平稳。
3 、刀具的力学性能
为了更好地反映弹出式刀具机构的力学性能,取同材料的圆刀杆传统深孔刀具与仅安装一个刀片的弹出式刀具机构进行对比,由材料力学可知这两种悬臂梁受力
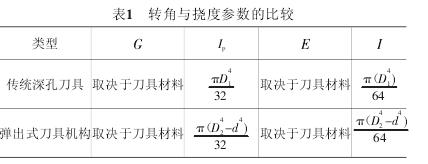
根据表1中表达关系式,容易得出弹出式刀具机构在取同材料、同体积、同长度的情况下,刀杆外圆相对较大,扭转角和挠度都小于传统深孔刀具,更适合深孔型面加工。现取传统刀具进行模型受力分析,试验数据具体如下:刀杆240 mm,直径准24 mm,材料假设为45钢,弹性模量210 GPa,泊松比为0.3,主切削力为250 N,切向力为120 N,轴向力为50 N,刀杆的横截面为圆面,选用有限元分析软件ANSYS中的Quad 8 node 183及Brick 20 node183号元素进行分析。

由图4可以看出,单刃传统深孔刀具受主切削反力、切向反力、轴向反力时,刀头部分基体受力变形较大,当刀体刚度差时,被加工零件尺寸精度和粗糙度将难以保证。而对于刀体对称分布的新型多功能弹出式刀具机构,其轴向扭转和弯曲变形都较小,有利于零件高品质内孔的加工。
4 、结 论
本新型多功能弹出式刀具机构通过更换撑杆部件配,可以快速对刀杆的长短进行调节,借助刀体尾部螺旋机构,可以方便调节不同的切削直径。相对于传统刀具其具有更大的抗挠强度,可以对普通内孔零件进行内孔车削、精镗、研磨等,能较好地解决一些复杂零件的深孔槽,回转异型孔的难加工问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>泥水盾构刀具磨损机理分析
- target=_blank>模具型腔零件数控加工工艺的设计
- target=_blank>单拐曲轴多向挤压模具的设计与优化
- target=_blank>新型汽车曲轴锻压工艺的优化
- target=_blank>西门子全新系列变频器专注基础设施市场风机泵应用,可直接上云

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

