
电火花线切割在淬硬齿轮加工中的应用
2019-5-28 来源:山推工程机械股份有限公司 作者:翟展新 权中华 宫涛 李炎
摘要:巧妙采用电火花线切割设备,精加工渗碳淬火后的内齿圈齿面,并从三个方面对线切割工序余量进行分析与确认,解决了淬火后的齿部变形难题。
在齿轮加工领域,齿轮齿形表面根据硬度可分为软齿面、中硬齿面和硬齿面三种。其中软齿面硬度280HBW以内,中硬齿面硬度在280~400HBW,硬齿面硬度在45~64HRC。
1. 硬齿面齿轮的特点
提高齿轮齿面硬度,可以显著提高齿轮的承载能力。当齿轮齿形的表面硬度提高至渗碳淬火硬度(硬齿面)时,与一般调质齿轮(中硬齿面)相比,其传递的扭矩可提高三倍左右。在传递扭矩不变时,齿轮副的质量可降低至原来的40%。提高齿轮齿面硬度,同时还可显著提高齿面的耐磨性。
2 . 公司硬齿面齿轮制造
现状推土机是一种低速重载机械,其终传动及中央传动部件中的齿轮表面硬度多在58~62H R C,属于硬齿面齿轮。传统加工方式为磨齿,工艺效率低、成本高。
20世纪80年代,我公司引进了大负前角整体硬质合金焊接刮削滚刀,硬质合金刀片焊接在高速钢刀体上,采用硬齿面滚齿工艺代替磨齿工艺,提高了加工效率,降低了成本。随着推土 机产品的升级换代,推土机终传动结构由原来的两级外齿传动改进为行星传动,行星传动内齿圈的淬火后加工成为一个新的工艺难题。国内外企业对于该类型齿轮大多在渗碳淬火后,不对齿面处理或采用磨削加工。在公司现有工艺能力下,无法进行淬硬内齿圈齿面加工,而受制于热处理水平因素,渗碳淬火后齿部变形,无法达到图样要求。
以公司某型号内齿圈为例,模数9、齿数76、压力角20°,图样要求精度国标8级,齿面粗糙度值Ra=3.2μm,其材质为低碳钢,图样要求齿面硬度为58~62HRC ,其现行加工工艺路线为:锻造→正火→粗车→半精车→插齿→渗碳淬火→精车。
3. 采用电火花线切割加工
淬硬内齿圈的工艺方案电火花加工是在一定的液体介质内,利用脉冲放电对导电材料的电蚀现象来蚀除材料,从而使零件的尺寸、形状和表面质量达到预定技术要求的一种加工方法。其特点是加工过程不受工件硬度的影响。电火花线切割加工是利用移动的细金属丝作工具电极,按预定轨迹进行脉冲放电切割。按线电极移动速度的大小分为高速走丝和低速走丝线切割。采用电火花线切割在淬火后对齿面进行加工,其加工工艺路线为锻造→正火→粗车→半精车→插齿→渗碳淬火→精车→线切割,在线切割工序对内齿圈齿部精加工。该工艺方案的难点主要在于线切割的工序余量,从以下3 方面对线切割工序余量进行确认:
( 1 ) 硬化层深度 。 图样对齿面硬化层深度要求为 2 ~3m m,齿根部硬化层深度为1.5~2.5m m。而在公司现有热处理水平下,齿面硬化层深度最深可到(4±0.3)mm,齿根部最深可达(2.3±0.2)mm。为保证线切割过程中的切削连续性,齿面及齿根部应被同时切割,以余量较小的齿根部余量来确定线切割工序余量,最大不应超过0.6mm(齿面单边),换算为跨棒距M值余量约3.1mm。
(2)热处理变形量。为保证线切割能完全切出齿面,线切割工序余量应大于热处理变形量。从现场任取3件该齿圈,在淬火后对齿圈的M值分别进行测量,数据如附图所示。从测量数据可以看出,淬火后M值的最大缩量为0.61mm,最小缩量为0.28mm,淬火后齿圈M值自身最大变动量为0.6mm。为保证所有齿圈均能被完全切出齿面,以淬火后齿圈M值自身最大变动量为参考,在此基础上根据经验加0.6mm,将数据中的最小缩量0.28mm预留到淬火之前,综合确定M值余量应≥
0.92mm。
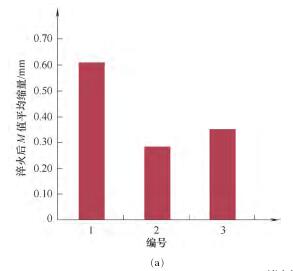
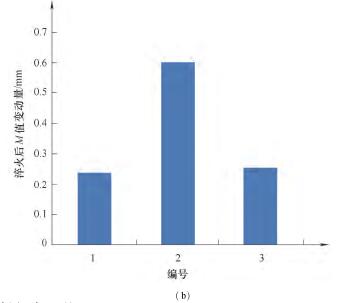
淬火后齿圈M值变化量
(3)线切割用钼丝直径。为保证线切割时钼丝可完全进入金属内部,齿面单边余量不应小于钼丝直径,公司现用的钼丝直径一般为0.18mm。由此确定的线切割工序余量,最小应>0.18mm(齿面单边),换算为M值余量约为0.7mm。根据以上3方面的数据分析,确定以M值评价的线切割最小余量为0.92mm。利用电火花线切割对该齿圈加工后,齿圈精度可达到国标 7 级 , 齿面粗糙度值可达Ra=3.2μ m,精度超过了图样要求。
4. 结语
该工艺方案实施后,淬硬内齿圈齿面加工问题得到了解决。该方案尤其适用于新产品开发阶段中的单件试制及小批量试制。在电火花线切割淬硬内齿圈工艺方案成功实施后,我们将其推广至硬齿面内花键的加工上,同样取得了成功.
专家点评:
受制于热处理技术水平,渗碳淬火后的内齿圈会出现一定程度的齿部变形,现有的切削设备很难对淬硬后的齿面进行磨削加工。作者巧妙采用电火花线切割设备,解决了这一难题。虽然线切割淬硬齿轮的效率和齿面粗糙度质量较低,但毕竟是一种新型实用的工艺方案,在硬齿面内齿圈和内花键的小批量加工中具有很好的优势。文章从3个方面对内齿圈线切割工序余量进行数据汇总和确认,最终确定了以跨棒距M 值为测量单位的线切割最小余量,为淬硬内齿圈的电加工方案提供了理论依据和实践经验。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 基于数控编程工艺的型腔加工效率与质量的研究
- target=_blank>埃马克VLC 200 GT:用于加工先进变速器部件的复合工艺
- target=_blank>WMEM|航空发动机关键制造技术现状及趋势
- target=_blank>埃马克eldec 的UNI HEAT 系统:依莱克罗电机制造部门青睐UNI HEAT 感应加热系统
- target=_blank>WMEM|整体叶盘先进制造技术应用与发展

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

