
路面铣刨机转子切削图形态分析
2019-7-23 来源:江苏徐州工程机械研究院 作者:贾海波,康凯旋,何 冰,薄夫祥
摘 要:对铣刨机铣刨轮的刀具进行排布设计,分析铣刨作业工况和铣刨轮铣削路面的过程,建立铣刨轮切削图的数学模型,给出切削图绘制程序的算法,分析标准铣刨作业工况下 4 种刀具排布模式切削图断面形态特点,并以单因素法分别研究铣刨深度、铣刨机进给速度对切削图形态变化的影响。结果表明:常用工况下,三头畸变 2 排列模式的切削图断面形态最优;在一定的铣刨深度范围内,切削图断面的形态随深度的增大而变优;铣刨轮水平进给速度对切削图形态的变化影响显著,随进给速度的增大,切削图形态的优劣性具有先上升再下降的特点。
关键词:刀具;排布;铣刨机转子;数学模拟;切削图
随着我国公路里程的不断增加,市场对道路养护机械的需求正持续增长。作为道路养护专用设备,路面铣刨机广泛用于高速公路、城镇道路等水泥或沥青路面的维修、开挖、沥青路面裂缝、网纹、车辙等的清除以及水泥路面的拉毛作业。
铣刨轮是路面铣刨机的核心工作装置,由铣刨鼓和铣刨刀具组成。路面铣削破碎是通过离散布置在铣刨鼓上的刀具来实现的,其铣削过程涉及铣刨刀具、路面和废料的相互作用,对铣刨轮磨损及整机工作效率有重要影响。国内不少学者对铣刨轮铣削路面过程进行了研究:顾海荣等采用数学解析法研究了铣刨转子累积铣削厚度随铣刨转子转角变化的模型,分析了影响路面铣刨机铣削载荷的因素;田晋跃等通过建立刀具铣削受力计算数学模型,分析了刀具运动参数和几何参数与铣削受力之间的关系,得到了刀具参数对刀具铣削受力影响的规律;周里群采用离散元仿真手段,分析了刀具切削沥青混凝土的动态过程,得出了不同切削角下切削过程中刀具前刀面的受力变化规律;郭迎福等通过对不同排布模式的铣刨轮切削图分析,提出了铣刨鼓刀具的合理布置方式。上述研究多集中于切削路面过程刀具的受力分析或不同铣刨刀具布置对切削图的影响,对于铣刨轮切削图如何形成,影响切削图形态变化因素的研究较少。在前人工作的基础上,本文从铣刨轮切削路面留下的坑槽形状展开研究,建立铣刨轮切削图的数学模型,编写切削图绘制的算法和程序,分析影响铣刨轮切削图形态的因素,为铣刨轮刀具的排布设计与合理选择铣刨工况提供参考。
1 、铣刨轮切削图的形成
1 .1 铣刨轮刀具排布模式
铣刨刀具通常以螺旋线的形式布置在铣刨鼓上,其排布模式有顺序式、棋盘式和畸变式。路面铣刨机铣刨轮一般设有 2 头、3 头和 4 头螺旋线,排除刀具排列十分不
均匀的方案,有 9 种可能的刀具排布模式,如图 1 所示。
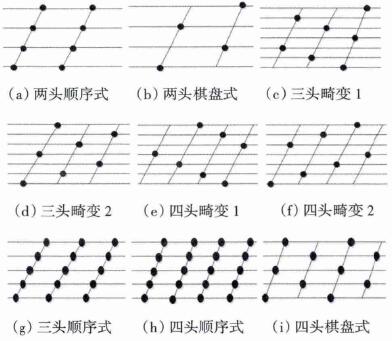
图 1 铣刨轮刀具排布模式
1 .2 铣刨轮切削路面的过程
铣刨机作业过程中,铣刨轮除了自转还有水平进给运动,铣刨轮旋转一周前后的位置及刀具切削厚度如图 2所示。其中 O 为铣刨轮初始位置的旋转中心;v 为铣刨机的水平进给速度;O1为铣刨轮旋转一周后的旋转中心;n为铣刨轮工作转速;L 为铣刨轮旋转一周的水平进给量;H 为铣刨深度。
铣刨作业过程中,随着刀具铣削转角的变化,刀具的实际切削厚度不断改变,其最大切削厚度 lmax的近似计算式:

式中:φmax为铣刨厚度最大时对应的铣削转角;m 为铣刨轮每条截线上的刀具个数。
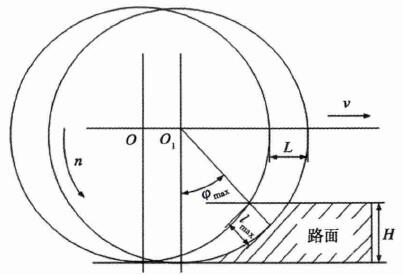
图 2 铣刨轮铣削路面过程
1 .3 切削图的形成
切削图是理论上假定铣刨轮旋转一周以上而绘制的,它反映铣刨刀具通过最大切削厚度那个截面时留下的痕迹。铣刨过程中,路面受到刀具入侵会沿刀尖两侧产生崩落效应,各刀具连续切削形成的崩落线相互叠加构成了切削图,其形状与铣刨轮螺旋升角、截线距、刀具排布模式、路面材料崩落角、铣刨轮转速、铣刨速度和铣刨深度有关。
切削图断面形状与所获得废料颗粒形状有关,如图 3所示,图中阴影部分为可能获得的颗粒形状。颗粒过大会加大机器的振动,影响使用寿命;颗粒过小则会产生粉尘,加剧刀具磨损。
2 、切削图数学模型的建立及算法
搭建切削图的数学模型,首先要确定最先切入路面的刀尖位置,根据刀具侧倾角及路面材料的崩落角分别确定上侧崩落线和下侧崩落线的方向,其次根据刀具在铣刨鼓上的相对安装位置及铣刨轮转速、铣刨深度和进给速度计算其余刀尖落在切削图上的位置,最后判断当前刀尖崩落线与上层(已经切入路面的)刀具崩落线的交点,并以此确定崩落线线段长度,如此可完成各种排布模式的铣刨轮刀具在不同工况下的切削图绘制。在切削图的研究中,通常将铣刨轮沿圆周方向进行展开,以图 1()所示的三头畸变 2 排列模式为例,其切削图的形成过程如图 4 所示,算法步骤为:
(1)计算第 i 把刀尖落在切削图上的位置:
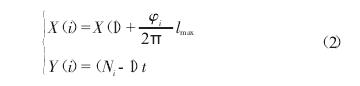
式中:t 为铣刨轮截线距;Ni为第 i 把刀具所在截线的次序;φi为第 i 把刀具与第一把刀具在铣刨轮圆周方向上的相位差。

式中:R 为铣刨轮的刀尖半径;β 为铣刨轮主铣刀螺旋线的螺旋升角;Si为第 i 把刀具所在螺旋线的次序。
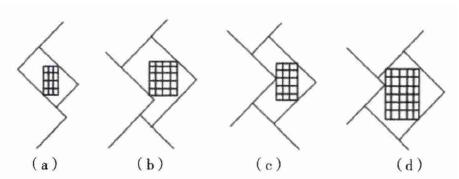
图3 废料颗粒形状与切削图断面的关系
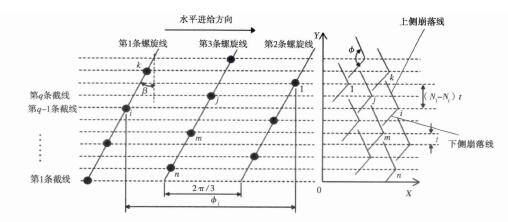
图 4三头畸变 2 模式切削图的形成
(2)求解第 i 把刀具铣刨路面形成的下侧崩落线、上侧崩落线方程:

式中:φ 为路面材料崩落角;θ 为刀具侧倾角。
(3)确定第 i 把刀具上侧、下侧崩落线与上层图形的交点,其中:
第 i把刀具上侧崩落线与已形成的崩落线交点的横坐标 Xih:
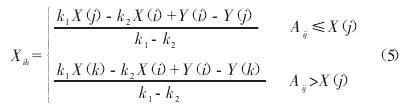
式中:k1、k2分别为下侧和上侧崩落线的斜率;Aij为第 i把刀具上侧崩落线与第 j 把刀具所在截线交点的横坐标。
第 i把刀具下侧崩落线与已形成的崩落线交点的横坐标 Xil:

式中:Aim为第 i 把刀具上侧崩落线与第 m 把刀具所在截线交点的横坐标。
(4)根据切削路面的先后顺序遍历所有刀具,依次完成上述计算。依据上述切削图生成的算法,利用 MATLAB 软件平台开发铣刨轮切削图绘制程序,其用户界面如图 5 所示
。
通过输入截线距、螺旋升角、刀尖直径、侧倾角、路面材料崩落角、进给速度、铣刨深度、铣刨轮转速及排列模式等参数,可以准确、迅速地得到铣刨轮的切削图。
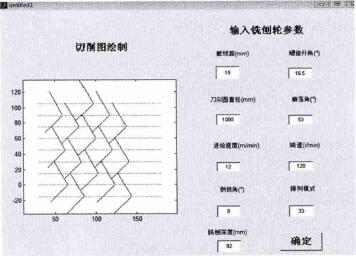
图 5切削图绘制用户界面
3、 切削图形态分析
以铣刨宽度为 2m 的铣刨轮示例,铣刨轮刀尖圆直径 1070 mm,截线距 15 mm,螺旋升角 15°,侧倾角 10°,铣刨轮转速 120 r/ min,取路面材料崩落角 54°。根据开发的切削图绘制程序,对不同排列模式的铣刨轮铣削路面过程进行模拟研究,选取铣刨作业常用工况:铣刨机前进速度为 8 m/ min,铣刨深度为 150 mm。4种排列模式的切削图如图 6 所示。
根据文献研究,铣刨机作业过程中铣刨路面形成的废料大小与铣刨轮切削图断面的形状有直接关系,表现为切削图断面形状越“方正”越好,形状越“狭长”越差。
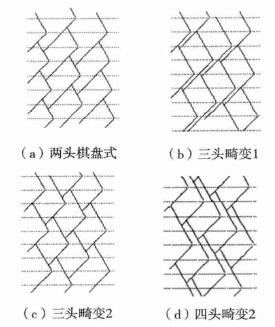
图 6 常用工况下不同排列模式的切削图
对比图 6中 4 种排列模式的切削图断面形状可以看出,三头畸变 1 式和三头畸变 2 式的“方正性”要优于两头棋盘式和四头畸变 2 式,而三头畸变 1 模式的切削断面含有明显的细长“尾巴”,这会造成作业过程中产生大量碎料和粉尘,碎料将加重刀具磨损严重,粉尘不利于施工环境,故常用工况下最优的排布模式为三头畸变 2。
当铣刨轮铣刨深度 H 变化时,其他参数固定:n=120r/ min,v= 18 m/ min。三头畸变 2 模式的切削图变化情况如图 7 所示。
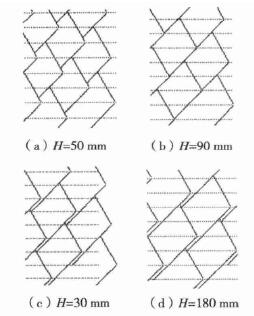
图7 铣刨深度对切削图的影响
由图 7可以看出,固定其他参数时,在铣刨深度由 20mm 增大到 90 mm 的过程中,切削图断面的形状具有越来越“方正”的趋势,并在深度为 90 mm 时达到最优,但随着铣刨深度的继续增大,切削图开始出现细长的“尾巴”,铣刨质量下降。铣刨深度较小时,铣刨轮切削轻快,废料颗粒小,产生较多的粉尘;随着铣刨深度的增加,废料颗粒变大,且粉尘量减少,生产率提高;但铣刨深度过大将导致铣削阻力明显增大,刀具磨损加剧,铣刨机功率不足等问题。铣刨作业中,鉴于铣刨机功率有限,应使实际铣刨深度接近最优值。当铣刨轮进给速度 v 变化时,固定其他参数:n=120r/ min,H= 80 mm。三头畸变 2 模式的切削图随进给速度变化情况如图 8 所示。
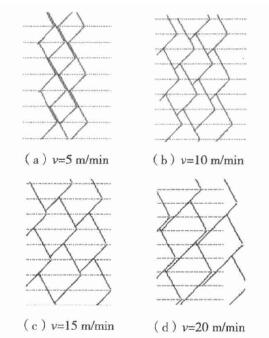
图 8进给速度对切削图的影响
通过图 8可知,在其他参数不变时,随着铣刨机进给速度的增加,其切削图断面的面积变大,实际铣刨效率提高,所消耗的铣刨功率增大,切削图的“方正性”变化较快,出现了由“差”变“好”再到“差”的过程,说明进给速度是切削图形状变化的一个敏感因素,故实际铣刨作业中应谨慎选择水平前进速度。
4 、结束语
(1)本文通过研究铣刨轮铣刨路面过程,建立切削图的数学模型,指出切削图的形态与铣刨轮刀尖直径、截线距、螺旋升角、刀具侧倾角、路面材料崩落角、排布模式、铣刨深度和进给速度有关。
(2)在铣刨作业常用工况下,对比研究两头棋盘式、三头畸变 1 式、三头畸变 2 式和四头畸变 2 式的铣刨轮切削图形态得出:三头畸变 2 是较优的排布模式。
(3)通过分析铣刨深度、进给速度对切削图的影响得知:随铣刨深度的增大,切削图断面的“方正性”稳步上升,在铣刨深度超过某一极限值后开始变差;随铣刨机进
给速度的增大,切削图形状的出现了由“差”到“好”再到“差”的变化过程;在满足铣刨功率的条件下,存在一组铣刨深度与进给速度的匹配数据,使得切削图形态最优。
(4)在铣刨轮的设计中,应结合铣刨作业要求和常用工况来选取合适的排布模式;铣刨机作业过程中,铣刨深度与进给速度的最佳匹配关系有待进一步研究,以提高生产效率,减小刀具磨损。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高压油泵驱动单元凸轮轴智能生产线的研发和应用
- target=_blank>汽车覆盖件用淬硬钢模具铣削加工的研究进展
- target=_blank> WMEM|长城汽车5A级智慧工厂与高端智能装备的“融合”
- target=_blank> 大型齿轮加工精度受齿坯自重变形影响的研究
- target=_blank>枪钻深孔加工颤振稳定性及振动加工技术综述

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

