
汽车发动机制造行业刀具自主设计制造的技术应用
2019-8-7 来源:上汽通用东岳动力总成有限公司工厂技术支持 作者:党战国,张秀磊,张敏坤
摘 要:随着国内外发动机制造及机加工行业的发展,硬质合金类刀具应用日趋广泛,行业内主要分铣刀类、钻头类、铰刀类、丝锥类,如图 1。主要用于铣面、钻孔、铰孔、攻丝最终制造出合格产品,以满足客户需要。目前在国内外发动机制造行业内,硬质合金类刀具依旧是从刀具专业制造厂家选购,即使具备修磨设备,因技术保密及能力限制无法实现刀具自主设计制造,所以发动机制造厂家如果能够具备刀具自主设计制造能力,将在行业内是一个新突破。
关键词:硬质合金;刀具;自主设计制造
1 、项目简介
上汽通用东岳动力总成有限公司在行业内创领了刀具自主设计制造业务并已稳定应用于工厂使用,实现刀具优化的深度突破降本。
针对 SGM-DYPT 硬质合金刀具自主设计制造项目的推广应用,刀具团队不断进行技术总结,并将整理成册用于公司自主产权并计划申请专利进行技术保护及推广应用。
2、关键技术
硬质合金类刀具自主设计制造项目的关键技术,重点分以下几个方面:
2.1 项目攻关难点
(1)核心参数选型
刀具制造核心参数厂家保密,刀具自制需掌握全工序的所有参数选型能力。

图 1 常用硬质合金刀具
(2)修磨设备产能紧张
刀具修磨业务产能紧张,在线自制程序研究、调试、试制需占用很大设备产能。
2.2 制造工艺规划
2.2.1 国内大型刀具制造厂家制造工艺
传统的刀具制造工艺大多从原材料钨粉开始,经过原材料微量元素的配比混料,然后烘干高温高压成型成为毛坯棒料,然后再根据刀具加工材质及工况,选择不同的加工工艺
进行粗磨。最终实现刀具制造成品交付最终客户使用。全周期工艺流程如图 2:

图 2 传统刀具制造工艺
2.3 大多数刀具制造厂家制造工艺规划
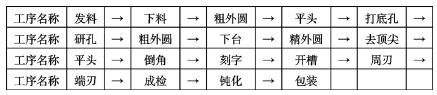
目前大多数刀具制造厂家直接外购毛坯棒料进行制作刀具。钻头、铣刀类生产工艺流程如表 1:
表 1 钻头铣刀类传统制造工艺流程

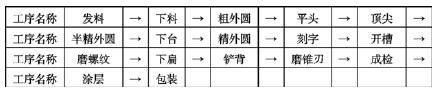
铰刀生产工艺流程如表 2:
表 2 传统铰刀制造工艺流程
丝锥生产工艺流程如表 3:
表 3 传统丝锥制造工艺流程
2.4 上汽通用东岳动力总成工艺规划
从 2014 年开始,上汽通用东岳动力总成开始研究刀具自主设计制造。
基于刀具团队具备刀具自主修复经验,结合公司修磨设备及技术能力,为快速推进刀具自主设计制造业务。刀具团队进行了制造工艺精简如图 3,并针对刀具进行了结构设计
优化降本,在满足生产需求的情况下大幅降低制造周期及成本。
图 3 精简工艺流程
3、 模拟设计软件应用
刀具制作工艺选定后针对刀具参数的设计运用的大量的模拟仿真及模拟制造软件,提前规避风险,提高成功率。 刀具设计初期使用 WALTER 磨床模拟软件如图 4、Third wave 切削仿真软件如图 5,降低刀具在线试制及试切成本。

图 4 WALTER 模拟制造软件
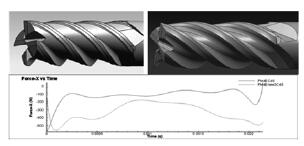
图 5 THIRD WAVE 切削仿真软件
4 、制造关键参数选择
核心制造参数选型:经过查阅资料及交流总结,辨识出刀具 30 种以上制造参数,重点如图 6:

图 6 重点刀具制造参数
5、棒料的选择方案对比
表 4 棒料方案选型案例

棒料选材:结合加工材料及刀具棒料规格对比国内外多家棒料样本,作各种方案对比,举例如表 4。
6、工艺参数的选择
针对关键参数制定各种不同方案对比验证,举例如表 5:
表 5 刀具设计参数选型方案案例

7 、上线加工验证

图 7 刀具前刀面磨损宽度对比

图 8 刀具后刀面磨损宽度对比
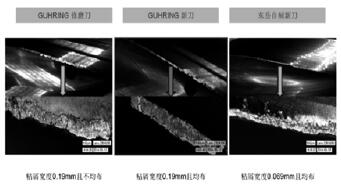
图 9 刀具后刀面粘屑宽度对比
刀具试制并切削验证:488001 为试点刀具进行刀具试制,按照相同刀具寿命前刀面磨损如图 7、后刀面磨损如图 8及粘屑情况如图 9,经多轮方案反复试制及试切验证,最终判定刀具设计制造质量表现。
8 、制造参数总结
经自制验证每款刀具总结出合理参数,以 488025 铣刀为例最终参数选型如表 6:
表 6 刀具设计参数选型定点

9 、影响性及效益水平
9.1 铣刀柄部侧冷方案已推广至所有生产线,可推广至其他基地。
9.2 新刀自制业务使刀具团队修磨人员技能大幅提升。
9.3 2015 年新刀自制业务累计降本 103 万;2016 年自制业务累计降本 165 万;2017 年截至到 8 月份自制业务降本 143 万。
10 、结语
作为汽车发动机制造行业,刀具自主设计制造项目将不仅在刀具成本降低上释放效益,针对刀具团队技能水平及整体业务核心竞争力将同样受益匪浅,项目影响性及收益将伴随上汽通用东岳动力总成有限公司刀具业务的继续拓展不断释放,不断为公司释放效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 数控铣床加工模具零件的工艺要点
- target=_blank> 加工混动变速器传动轴,雷诺集团选择勇克技术
- target=_blank>案例分析:Dormer Pramet鲨鱼丝锥在美国机械厂的应用
- target=_blank>变频器在风机节能降耗改造中的应用
- target=_blank> 高速重载列车车轮加工刀具材料的研发

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

