
泥水盾构刀具刀筒及联接螺栓损坏原因及对策
2020-3-5 来源: 中铁十四局集团有限公司 作者: 赵国栋
摘 要: 系统总结了大直径泥水盾构在土岩复合地层中掘进时其配备的常压可更换刀具、刀筒及联接螺栓的失效问题,分析了造成其失效的原因,提出了有针对性的改进措施,并取得了良好的改进效果。
关键词: 刀具,刀筒,复合地层,大直径泥水盾构
0 引言
随着我国地铁事业的蓬勃发展,地铁隧道修建区域地质条件也越来越复杂,上土下岩复合地层就是近年来比较常见的复杂地层。该地质条件下,开挖面介质软硬不均,大直径泥水盾构在土岩复合地层中修建时常常面临各部件磨损严重的问题,然而对于这方面的研究还有所欠缺。在刀具非正常磨损方面,竺维彬等[1]系统总结了复合地层掘进过程中滚刀的磨损情况,定性分析了滚刀的磨损并提出相应对策; 王瑶等[2]对滚刀的磨损情况进行了分析,并总结了相关规律; 王永喜[3]、刘晓毅[4]、林师俊[5]、海鸥[6]、梁战平[7]等分析了土压平衡盾构在土岩复合地层中滚刀的损坏情况及相应原因,刘高峰等[8]大体分析了刮刀磨损特点,并提出了一些改进措施; 唐欢[9]、董伯让[10]等基于工程实例,对盾构刮刀常见的失效形式及原因进行了分析,但上述研究成果与常压可更换刀具研究无关,目前也尚无针对刀筒及刀具固定螺栓失效的研究。鉴于此,本文立足于武汉轨道交通 8 号线越江隧道盾构段,对工程施工过程中遭遇到的常压可更换刀具、刀筒及联接螺栓的非正常损坏情况进行总结,分析造成其失效的原因,提出有针对性的具体改进措施。
1 、工程概况
1. 1 工程简介
武汉轨道交通 8 号线越江隧道盾构段全长 3 186 m,穿越的地层有粉细砂、泥质粉砂岩、强风化砾岩、弱胶结砾岩、中等胶结砾岩、圆砾土、中粗砂等,其中江中段上部为粉细砂、中间 1 365 m 为强风化砾岩、中下 750 m 为弱胶结砾岩、底部 430 m 为中等胶结砾岩,属典型的上软下硬复合地层; 中等胶结砾岩侵入隧道断面最高达 4. 5 m,最大抗压强度达 40 MPa。
该隧道采用直径 12. 5 m 的泥水平衡盾构机,刀盘外侧 45%区域布置有滚刀或齿刀( 可互换) ,中心 35% 区域布置有中心刀, 之间 20% 区域布置有正面先行刀,刮刀则密布于除中心 20% 区域以外的区域。
1. 2 遭遇的工程难题
自 590 环( 1 180 m) 起,盾构机进入以中等胶结砾岩为主的复合地层,这期间掘进外在表现为: 分离石子增多,驱动扭矩变大,贯入度变小,掘进速度降低; 陆续出现刀具( 滚刀、刮刀) 崩裂或偏磨、刀筒( 滚刀、刮刀) 磨损或开裂、联接螺栓松动或断裂等。
2 、刀具损坏
2. 1 损坏情况总结
主要表现为: 中心刀根部掏空,刮刀与先行刀崩齿、偏磨,二合一齿刀出现两头崩齿、中间严重磨损,滚刀出现严重磨损、偏磨甚至刀圈断裂,详见图 1。
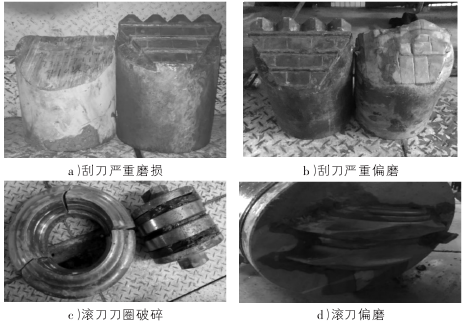
图 1 刀具磨损情况
2. 2 原因分析
1) 原刀具刀刃偏钝,对前部泥土挤压大于切削。2) 刀盘布置281 把刀,每个轨迹 2 把 ~ 6 把,刀密度偏大,特别是刀盘中心区域。3) 刀具材质未兼顾硬度与刚度的平衡; 刀具形状未兼顾到锐角与钝角的平衡; 刀刃与其背后母体不成比例; 刀圈及刀刃的材质不太适应复合地层。4) 齿刀及球齿滚刀不适用于中等胶结砾岩地层。5) 先行刀钎焊工艺质量问题导致其刀刃整体脱落。6) 刀具损坏明显呈现由某轨迹向两边辐射的特点: 21 /22 滚刀使用周期过长失效,19 号刮刀处于 21 /22 滚刀轨迹之间,因 21 /22滚刀失效,其承载力大增导致过载; 19 /20 球齿滚刀因打孔镶齿及焊接原因刀圈强度减弱,同时使用周期过长而失效,18 号刮刀处于 19 /20 滚刀轨迹之间,因 19 /20 滚刀失效,其承载力大增导致过载; 17 /18 滚刀邻近 18 号刮刀,受其失效影响,导致严重偏磨。7) 由于滚刀与刮刀的设计受力分别为 310 k N,100 k N,底部的中等胶结砾岩强度远大于详勘的 24. 4 MPa,在贯入度均值 10 mm/rot 的情况下,由于操作不稳贯入度瞬间值高达 28 mm/rot ~ 36 mm/rot,任何刀具都承受不了如此大的瞬间冲击力,滚刀刀圈首先受损,经多次冲击后最终疲劳崩断,失去切削功能,接着把本应滚刀承担的切削力加到了相邻轨迹的刮刀上,又导致刮刀超载而严重磨损甚至崩齿。8) 操作人员对滚刀磨损传感器报警不够敏感,导致刀具检查不及时。9) 刀盘副臂上的大刮刀破损脱落导致底部的砾石渣土堆积,造成刀具二次磨损。
2. 3 应对措施
1) 根据地层变化适时改变刀型、角度及尺寸。2 ) 中心区域去掉部分刮刀,每个轨迹仅保留 2 把。3) 滚刀采用耐冲击性更强的光圆式而非球齿式; 刮刀采用改进型,材质优先考虑刚度;正面先行刀处于无滚刀覆盖区域,宜加强钎焊工艺,两端封闭焊接保护; 采用改进型,材质兼顾硬度与刚度; 中心刀采用改进型,两端封闭焊接保护,多考虑硬度及渣土流动性。4) 刀具厂家切实加强滚刀刀圈、刮刀刀刃的材质。5) 合理设置刀具检查周期,并根据报警情况及时调整检查。6) 择机高压进仓焊接安装刀盘副臂上的大刮刀,解决底部砾石堆积刀具二次磨损问题。
3 、刀筒损坏
3. 1 损坏情况总结
滚刀失效( 断裂或脱落) 后其刀筒严重磨损,最严重时掘进13 环就损坏 15 把,呈现出以 21 /22 滚刀为中心,刀筒磨损最为频繁,渐次向两边辐射递减的规律; 软土刀( 刮刀、正面先行刀、中心刀) 外刀筒频繁开裂,其中刮刀刀筒自法兰拐弯处开裂 15 cm ~25 cm 不等,详见图 2。
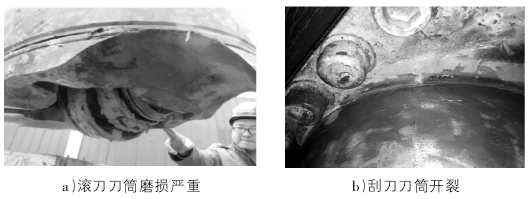
图 2 刀筒损坏情况
3. 2 原因分析
1) 受地质因素影响滚刀双刃受力不均,加上滚刀设计为不合理的单轴双刃( 特别是刀盘外过渡圆弧处) ,导致滚刀严重偏磨,磨到一定高度后刀筒相应部位随之磨损。2) 底部的碎石卡在滚刀侧面导致滚刀不转,转到中上部粉细砂层时又因反作用力小导致滚刀不转而平磨,磨到一定高度后刀筒相应部位随之磨损。3) 滚刀固定螺栓部分或全部断裂,导致滚刀失去支撑点而无法转动,直接引起刀筒磨损。4) 滚刀失效后,本该滚刀承受的力瞬间作用在与其临近轨迹的刮刀上,过大的阻力首先传递到刮刀内刀筒上,导致刮刀固定螺栓受力过大受剪易折,严重者甚至将内刀筒端盖顶出,造成高压冒浆危险; 最终作用在刮刀外刀筒上,导致外刀筒闸门处开焊甚至闸门法兰变形漏浆。5) 以部分刮刀为例:13L 刮刀的切削轨迹在滚刀 9 /10 两刃之间,809 环时,9 /10 滚刀虽然正面磨损仅 11 mm ~ 13 mm,但偏磨量却高达 60 mm,滚刀单刃失效直接导致 13L 刮刀位于底部时需要破岩而过载,此时与13L 刮刀相连的内刀筒逆运动方向大幅度摆动,直接碰到了与其外端相连、中间只有 1. 5 mm 间隙的刮刀外刀筒,经多次撞击后,再加上力臂的作用,过大的弯扭矩导致刮刀应力最集中处即薄弱的法兰拐弯处开裂。以此类推,14R 刮刀的切削轨迹在滚刀 11 /12 两刃之间,15R 刮刀的切削轨迹在滚刀 13 /14 两刃之间,18L 刮刀的切削轨迹在滚刀 19 /20 两刃之间,17R 刮刀的切削轨迹在滚刀 17 /18 两刃之间,除了磨损量有所不同外,其刀筒开裂过程均同 13L 刮刀。
3. 3 应对措施
1) 焊补、打磨,修复磨损的滚刀刀筒。2) 联系专业厂家对刮刀刀筒潜在的裂痕进行探测。3) 预定成品滚刀、刮刀刀筒。4) 从闸门法兰处用三角铁对刮刀外刀筒进行加固。5) 从刀臂内侧对刮刀内刀筒端盖压块进行圆钢支撑。
4 、联接螺栓损坏
4. 1 损坏情况总结
在中等胶结砾岩为主的复合地层中,刮刀刀头联接螺栓变形及滚刀固定螺栓断裂频繁; 地质由中等胶结砾岩逐渐转为弱胶结时,滚刀螺栓频繁松动断裂,甚至滚刀掉入刀筒内( 见图 3) 。因螺栓全断先后造成 7 把滚刀、5 把齿刀、2 把刮刀脱落刀盘面,直接经济损失 30 多万元。
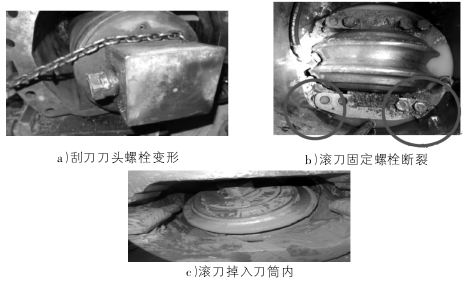
图 3 联接螺栓损坏情况
4. 2 原因分析
1) 底部局部砾岩过硬,超过了 310 k N 的滚刀受力设计及100 k N 的刮刀受力设计,直接造成其联接螺栓过载。2) 由于软硬不均,加上砾岩厚薄变化,贯入度在一定范围内忽高忽低而不好控制,最终造成联接螺栓受力不均,在高点时过载。3) 底部弱胶结地层中存在着较大的块石或砾岩,外缘滚刀由于处于过渡圆弧处结构受力复杂,再加上刀盘上支撑滚刀刀筒的外毂被严重磨损,滚刀刀筒外圈密封不良且侧向受力增大,间接地影响到了滚刀的受力甚至轨迹,最终传递到滚刀单侧联接螺栓上,从而带动滚刀及其联接螺栓受力及力矩增加甚至超载。4) 联接螺栓拆装次数远超 6 次,内在组织已存在一定程度的疲劳变形。5) 联接螺栓拉伸强度不足或抗剪切强度不足,硬度与刚度兼容度不好。6) 刀筒使用高达 20 次左右,并且多次取断丝,刀筒内的螺栓内丝存局部受伤甚至疲劳; 另外安装顺序不合理、安装步骤简化、紧固力矩不匀等。
4. 3 应对措施
1) 适度控制贯入度,并随着地质变化适时而变。2) 将内层反作用力不足的滚刀及时更换为齿刀。3) 择机高压进仓,焊修刀盘上与滚刀刀筒相配合的圆毂。4) 凡是拆卸超过 6 次的联接螺栓,无论变形与否一律更换新的。5) 尽量采购盾构机原装螺栓或国产著名螺栓,尝试更换更高等级的,加强验收,利用第三方检测机构分批抽样进行破坏性试验并出具报告。6) 加强螺栓安装控制———装刀前用丝攻对刀筒上的内丝进行顺丝修正,用气或水将清理下来的杂物( 铁屑、泥土) 冲掉,最后用柴油清孔; 为了弥补啮合轻度偏离,拟在螺栓螺母啮合丝扣端部呈 180°。滴上两滴螺纹防松剂; 螺栓紧固严格按自内而外、对角拧紧的原则; 紧固力矩严格按规定的三步骤进行; 为了消除紧固力矩不均匀,采用风炮预紧、液压扳手复紧的精准方式; 受伤较严重的母牙考虑攻丝扩孔,甚至考虑刀箱报废换新。
5 、改进效果
在分析常压可更换刀具( 滚刀、刮刀) 损坏、刀筒( 滚刀、刮刀)损坏、联接螺栓损坏原因的基础上,对盾构机存在的刮刀磨损或偏磨、滚刀崩裂或平磨、滚刀刀筒磨损、软土刀外刀筒开裂、刮刀联接螺栓变形、滚刀螺栓断裂等典型问题进行了有针对性的处理措施,取得了显著的改进效果: 在地质几乎没有变化的条件下,改进后,刀具、刀筒及联接螺栓有效使用寿命成倍提高,刀具、刀筒、联接螺栓更换次数大大降低,盾构日掘进量也由 2 环 ~ 3 环提高至 4 环 ~ 5 环,提高了工作效率,追赶了工期,节约了盾构耗材成本,最为重要地降低了盾构施工的江底风险。
6 结语
本文通过对武汉轨道交通 8 号线越江隧道盾构机在复合地层经历的刀具、刀筒及其联接螺栓损坏的大量案例,由表及里深入浅出的剖析,较详尽地阐述了从现象到检查过程再到原因分析直至处理措施的全过程覆盖,是一份不可多得的同类地质掘进可参考的作业指导手册,必将发挥出其更大的经济效益及社会效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>光学自由曲面加工刀具参数选择算法的研究
- target=_blank>基于图像处理的刀具检测系统研究
- target=_blank>航空发动机主燃机匣智能加工技术有多牛!
- target=_blank>电机主轴与轴承的过盈配合设计
- target=_blank>变频器的容量选择及应用分析

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

