
浅谈盾构机刀具的检测与更换技术
2020-3-21 来源:济南中铁重工轨道装备有限公司 作者:李思南 王爱辉 唐恒 刘继成
摘要:盾构隧道掘进机,简称盾构机,是一种隧道掘进的专用工程机械。盾构机的刀盘是破岩掘进的主要部件,但在掘进过程中容易损坏并需要及时更换。基于此,主要分析了盾构机刀盘上刀具的磨损检测技术以及拆卸更换技术,列举了多种盾构机刀具磨损检测的方法,逐一分析了每种方法的优势和不足,介绍带压和常压两种情况下的换刀作业,并以土压盾构施工为例详细介绍了带压换刀作业的具体流程和注意事项。
关键词:盾构机 刀具 磨损检测技术 拆卸更换技术
盾构机的刀盘是盾构施工实现破岩掘进的主要部件,其中起决定性作用的就是应用在刀盘上的各类盾构刀具。盾构刀具的种类分为滚刀、撕裂刀、刮刀等很多种,用于应对各种复杂的地质条件,但由于盾构机的刀具在掘进过程中直接与岩石接触,随着刀盘的转动,接触应力波动范围较大,再加上地下岩层的不确定性,往往导致刀具的使用寿命并不长。在刀具损毁的情况下,为能够第一时间发现,最快速度更换,高效正常地进行盾构施工,刀具的磨损检测以及更换技术成为盾构施工中一项非常重要的技术。
1、刀具的磨损检测技术
盾构机的刀具往往会因为磨损严重而导致失效,其中,常见的失效形式有:刀圈磨损或断裂、崩刃、弦磨、刀圈松动、轴承磨损失效等。除刀圈的磨损为正常损坏以外,其余失效形式均属于非正常损坏。目前,常用的刀具的磨损失效检测技术主要有以下五种:增加刀具磨损感应装置;使用异味添加剂;分析掘进参数;分析渣土形状以及开舱检查。
1.1 增加刀具磨损感应装置
在刀具或刀盘内安装液压或电子传感器系统,一旦刀具磨损到一定程度就会自动提示报警。图 1 为带有磨损检测器的挂刀原理图。该系统由探测部分、发讯部分、接收部分三部分组成,采用线路连接,可同时在到盘上安装多个这种带有检测器的刀具,使检测结果更加及时准确。
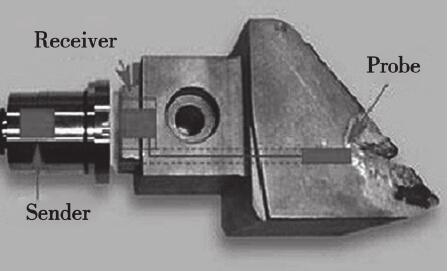
图 1 带有磨损检测器的刮刀原理图
而应用于滚刀上的磨损检测装置,比较常见的则是采用液压油缸从刀盘伸出至滚刀刀尖,通过比较伸出的行程与最开始行程的差值判断滚刀的磨损量。此外,还有一些采用液压短路、光纤维短路或者超声波等方式来判断滚刀磨损的检测装置。
1.2 使用异味添加剂
使用异味添加剂这种方法广泛应用于 TBM(硬岩掘进机)中,主要原理是在滚刀的轴承润滑油中,添加一种具有刺鼻异味的添加剂,当掘进过程中滚刀因磨损出现漏油的情况,施工作业人员会在第一时间闻到添加剂泄露散发出的刺鼻气味,从而快速准确地获得刀具磨损失效的信息,在第一时间停机并对刀具进行更换。
这种检测方法同样也存在一定的弊端,比如,在不进入土仓时无法准确判断需要更换的刀具具体位置;在漏油前无法判断刀具的磨损情况;适用范围不广,并不适用于土压平衡盾构施工或泥水盾构施工。
1.3 分析掘进参数
随着刀具的磨损,在推力不变的情况下,掘进速度一般会越来越低,扭矩越来越高,根据这些数据同样可以估测刀具的磨损状况。但是,由于掘进的速度和扭矩受到很多因素的影响,如转速的变化、推力的变化、地层的变化以及土压的变化等,所以单凭掘金的参数往往还是难以直接得到准确的结论。
1.4 分析渣土形状
分析渣土形状顾名思义就是根据排出渣土的形状、大小、成分等来判断刀具的磨损状况。一般情况下,新刀切削下来的岩石块度较大,大多为棱角分明的片块状;在刀具磨损后,岩石的块度就会变小,同时还会夹杂较多的粉末一并排出。另外,还可以通过观察排出的渣土中有无金属块状物,这些金属极有可能就是崩裂的刀圈或其他刀具。
1.5 开舱检查
开舱检查是最常用也是最可靠的方法,在停机后由工人进舱刀具逐个进行排查,从而了解刀具的磨损情况。需要注意的是在不稳定的地层中,需要在开舱前进行加压或对土体加固处理,因此,是这五种方案中危险系数最大的。
2、刀具的更换技术
2.1 准备工作
当通过检测发现存在磨损失效的刀具时,就必须及时安排人员进入土仓进行换刀作业。刀具的更换是一项十分复杂的工作,必须在确保人身安全的前提下进行,因此,在更换刀具之前必须做好充分的准备工作。
(1)在进行换刀作业之前,首先必须对施工情况有一个整体规划,对施工区地质情况需要调查清楚,重点留意施工的重难点,并提前策划好应对各重难点的技术方案。
开仓之前应与盾构机主司机及土木工程师共同讨论,落实刀具损坏情况,确定出最佳的开仓换刀方案,同时备好所需的材料和工具,提前做好人员培训工作。
(2)材料与设备的准备工作是决定换刀效率快慢的重要因素,物资和材料准备得充分,往往使换刀工作能够达到事半功倍的效果。此外,换刀作业需要用到的工具同样决定了换刀作业的效率,提前准备好包括风动扳手、手拉葫芦等先进的作业工具,同时检查盾构机各个系统的运行情况,做好水电以及高压空气的供应工作,确保作业人员在一个良好的环境内进行换刀作业。
(3)盾构机的换刀是一项十分危险的作业工序,因此,除换刀作业人员外,还必须单独组织成立一个应急救援小队。救援小队成员必须经过专业的培训且具有换刀作业的经验,以防止意外情况发生。
(4)开仓前需要严格执行规定的审查流程,先由工程部门讨论并总结出开仓相关技术方案,经过土木总工程师和机电总工程师审查确认,报项目经理并签发,最后经过业主和监理同意后,方可开仓换刀。
2.2 刀具的更换流程
以盘形滚刀为例,刀具的更换作业必须按部就班的进行。首先是换刀的顺序,一般情况下,应从中心滚刀开始,随后依次向外,对每个滚刀逐一检查并更换。当检查到磨损失效的刀具时,需先用悬挂在土仓顶部吊耳上的手动倒链将失效滚刀运出,再将装配位置清洗干净,之后依次将新刀具运送进入土仓并逐个进行安装。安装完毕后必须用扭矩扳手紧固所有螺栓达到规定扭矩并做好标记。
在换刀作业时需要注意以下几点:
(1)磨损后的刀具并不一定没有使用价值,按照规定,单刃正面滚刀的最大磨损极限为 25mm,而单刃侧面滚刀的最大磨损极限为 15mm,因此,为了节约成本,更换下来的侧面滚刀有时还可继续用作正面滚刀。
(2)为平均每一个刀具的贯入量及受力情况,相邻的两个刀具最大磨损量差值不得超过 15mm,如出现相邻刀具最大磨损差值大于 15mm 的情况,应立即对其中磨损较严重的刀具进行拆卸并更换。
(3)为确保刀具刀轴螺栓的紧固,建议在盾构机掘进一至两环后,对刀具螺栓进行二次紧固。
2.3 常压情况下的换刀作业
当盾构掘进的地层为稳定性较强的硬岩或自稳能力强的地层时,可视具体情况采用不带压进仓,在常压环境下进行换刀作业。
常压状态下的换刀作业操作流程从前往后大致分为下几步:刀盘刀具的清理工作、刀具磨损情况的检查评估工作、换刀计划的制定工作、损坏失效刀具的拆除工作、新刀具的安装工作、刀具更换的记录工作、设备运行前的整体检查工作。为了设备的正常运行,上述几个步骤缺一不可。
2.4 带压情况下的换刀作业
泥水盾构施工和土压平衡盾构施工时,由于开挖地层不稳定,在不加压的情况下易发生塌陷,因此,在刀具磨损失效时,则需要施工人员在带压环境下进仓对刀具进行检查和更换。人员舱的加压与减压必须严格按照国家《空气潜水减压技术要求》GB1251-2008 所规定的原则执行,不能擅自更改调整。以土压平衡盾构施工的带压换刀为例,带压换刀前首先要保证具备以下几个条件:
(1)带压换刀地段土仓应具有良好的气密性,保证不会发生较大的气体泄漏,如气密性不好需进行加固处理。
(2)刀盘的前方不能出现股状水,如出现股状流水必须提前进行加固。
(3)土压最大不得超过 0.36Mpa。
确认带压换刀条件允许后,即可开始进行带压换刀作业,带压换刀主要原理是通过在土仓内建立合理的气压用来平衡周围水土的压力,从而实现稳定掌子面、防止地下水外渗的作用,为刀具更换提供良好的作业环境。土压平衡盾构带压换刀作业工艺流程大致分为以下几步:停机→土仓注膨润土→超前注浆加固→出土至人仓口以下→检测气密性→确定压力→带压检查→带压换刀作业→脱困掘进→正常掘进。
其中,检测气密性不只是针对土仓,还要对人员舱进行气密性实验。如果人员舱出现漏气现象,则需要立即对人员舱门进行密封处理;如果土仓气密性不好,则需要返回之前的步骤,再注入膨润土和注浆加固,直到保证土仓在两小时内压力不会发生波动为止。
带压检查要求专业工程技术人员带压进入土仓,对当前地质情况以及刀具的状况进行检查并确认,根据检查结果制定换刀方案,同时,安排各项准备工作。其中,对地质情况的检查内容主要是:地层加固效果、土仓透水情况、地层取样、掌子面地质情况等;刀具的检查内容主要是:检测刀具磨损量、检测刀盘面板磨损量以及其他关键部位磨损情况。
施工人员在带压换刀作业必须严格按照技术部门制定的方案进行,配合盾构机操作人员以及紧急救援人员,逐一对磨损失效的刀具进行拆卸和更换。更换刀具建议按照先易后难的原则进行,优先处理便于更换的刀具。拆卸螺栓使用气动扳手,紧固螺栓使用手动扭矩扳手,充分保证刀具安装的质量。需要注意的是为了安全起见,带压作业严禁使用电动工具,因此,在拆除刀具时如出现断螺栓情况,通常会采用两种处理方法:当出现螺栓断裂且断面在螺孔外的情况时,直接使用扳手拆除即可;当出现螺栓断裂且断面在螺孔内的情况时,需要先用风动手钻打孔,再用取丝器取出断裂的螺栓。另外,若刀具发生了偏磨现象,则掌子面就会出现突出于掌子面的岩石,若换上新刀具后没有处理就开始掘进,会导致新换刀具在一开始掘进就以很大的贯入量切削岩石,使刀具极易出现偏载现象,对刀具的损害非常大,严重影响施工效率,因此,为避免上述情况发生,当发现旧刀具存在偏磨现象时,在刀具更换完成后必须将突出的岩石进行切削处理。
长期处于带压环境下会使人感到疲劳,因此,作业人员在带压环境下最多不得超过三个小时,如作业超过三小时,作业人员需要立即出仓休息,并安排新一组人员进仓作业。所有刀具的检查更换工作都进行完毕后,作业人员需将所有带入土仓的作业工具全部拿出,后由技术人员对更换完成的刀具的质量做最后的检查,确认所有人员及作业工具都离开土仓后,关闭仓门继续掘进工作。
3、结语
随着科技的发展,21 世纪是隧道及地下空间大发展的时代,中国作为世界上最大的隧道及地下工程施工市场,前景十分广阔。盾构机的刀具的检测技术和更换技术在近几年发展迅速,针对各种复杂的地质条件,对应研发出了各种不同的刀具检测和刀具更换技术,掘进效率逐步提高,施工安全性也得到了极大保障。目前,刀具的检测技术已经实现了机器远程检测,未来将主要以提高检测的精度为目的进一步发展刀具的检测技术。至于刀具的更换技术,目前还必须由作业人员亲自进入土仓进行更换,如未来能够突破换刀自动化的瓶颈,实现换刀机械或换刀机器人代替人工进行换刀作业,不仅能节省人力物力资源,还能极大提高工作效率,保障施工作业安全。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>火电厂汽机给水泵断轴原因分析及措施
- target=_blank> 矿井提升绞车主轴更换工艺探讨
- target=_blank>埃马克油田技术: 领先技术——在生产过程中螺纹几何尺寸的非接触式测量
- target=_blank>垂直轴风力发电机主轴结构优化设计
- target=_blank>雷尼绍Equator™比对仪助力主要的航空航天设备制造商提高生产效率

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

