
上海 13 号线增购构架刀具碰撞母材问题工艺优化
2020-4-7 来源:中车浦镇庞巴迪运输 中车南京浦镇车辆 作者:刘丽娜 郝啸宇
摘要: 对加工上海 13 号线增购电机吊座内侧面刀具碰撞母材的问题作出分析,提出解决方案,并对解决方案的不足之处进行工艺优化,不仅解决了母材干涉问题,更实现了最大化的降本增效。
关键词: 电机吊座; 刀具; 母材干涉
在上海 13 号线增购构架电机吊座内侧台阶面加工时,连续发生了刀具碰撞母材的问题,如图1 所示。由于母材被加工,可能会影响后续行车的安全,考虑此问题的严重性,公司组织相关技术人员对此问题进行工艺分析,并提出后续工艺优化解决方案,保证此产品能够高质量如期交付。

图 1 刀具碰撞电机吊座母材
1 、电机吊座加工工艺分析
电机吊座来料台阶宽 55 mm,X 向与 Z 向公差± 0. 5 mm,为保证其装配要求,需加工电机上吊座内侧台阶面和外侧台阶面,保证内侧台阶面深度15+ 00mm、台阶宽 45- 0. 1- 0. 5mm,如图 2 所示。通过分析可知,电机吊座内侧台阶面单边被加工 5 mm,加工分为粗铣和精铣 2 步,精铣留有 0. 5 mm 精加工余量,粗铣加工用的是 32 mm 玉米铣刀,由于此刀不能进行大深度的切削,为保证该刀具加工的经济性和安全性,工艺要求粗加工分 2 刀进行,第 1 刀加工2 mm,第 2 刀加工 2. 5 mm。
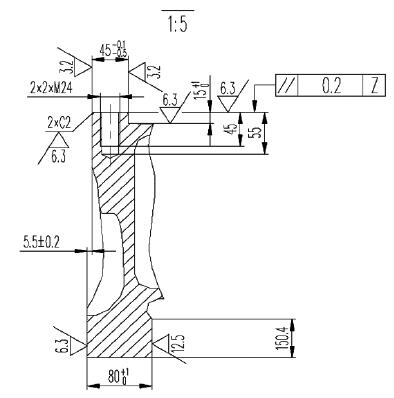
图 2 电机吊座内侧台阶面
2 、问题原因分析
上海 13 号线增购项目对本公司来说已经是一个很成熟的项目,在首件试制和前期批量生产的过程中并未出现此现象,考虑到发生的连续性,起初并没有认为是机加工方面的问题,因为如果是刀具的原因,问题应该早就被暴露出来。于是笔者对上工序焊接平衡方面进行了查找,首先想到是否会因为焊接平衡尺寸找借超出极限,导致电机吊座焊偏致使刀具加工碰到母材。通过对问题构架的报告进行数据分析,虽然所有项点取极限公差,但均符合公差± 2 mm 的平衡工艺要求,可排除焊接问题的可能性。接着从源头查找原因,探究电机吊座来料本身尺寸是否存在问题,重点核查了能够影响加工碰到母材的 X 向和 Z 向尺寸,结果来料尺寸也在公差范围之内,没有任何问题。当排除了焊接和毛料的问题,最终回归到刀具本身,就此提出了一个疑问,在毛料和焊接平衡尺寸以及电机吊座内侧台阶面加工都走极限公差的情况下,这些公差累积是否会致使刀具尺寸安全距离不够。通过现场加工情况反馈以及工艺分析可知,在加工电机吊座内侧面刀具碰到母材都是第 1 刀粗铣的时候发生,第 1 刀粗铣加工 2 mm,于是以第 1 刀粗加工为临界点进行图纸分析,如图 3 所示。
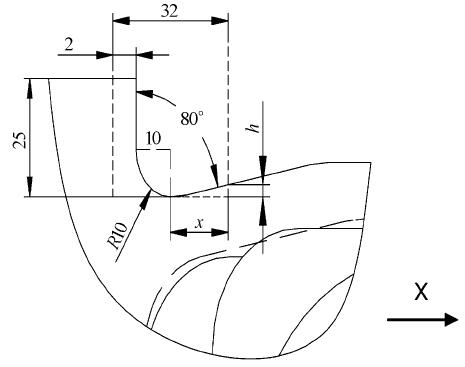
图 3 电机吊座内侧面加工放大示意图
由图 3 可知,在 X 向焊接平衡以及毛料都走极限公差的话,通过计算可以得出: x = 32 - 2 - 2 - 0. 5- 10 = 17. 5 mm,h = 17. 5 × tan ( 90 - 80 ) ° = 3. 08mm,而 Z 向极限公差累积尺寸为 H = 2 + 0. 5 + 1 =3. 5 mm,通过对比可知,H > h,说明在 X 向与 Z 向全部走极限的情况下,用 32 mm 玉米铣刀加工刀具安全距离是不够的,可以加工到母材。以上分析的是电机吊座毛料、焊接平衡以及加工台阶深度同时走极限的情况,这种情况发生的概率较低,通常不会发生,这也恰恰解释了初期在首件试制和批量生产加工过程中问题为什么没有暴露出来。
3 、解决方案
为了彻底杜绝此类问题发生的可能性,保证产品的质量和后续行车的安全性,选择了直径较小的25 mm 玉米铣刀来加工电机吊座内侧面,从根本上杜绝干涉。
但是在用 25 mm 玉米铣刀加工的过程中,发现刀具振动特别大,刀片消耗很快,甚至经常出现崩刀的现象造成刀具损坏。通过分析,该刀具较 32mm 玉米铣刀相比,有效切削刃较少,整体刚性较差,不能实现同样的进给速度,致使加工时间较长并且极容易震刀。
4 、优化解决方案
用 25 mm 玉米铣刀代替 32 mm 玉米铣刀加工电机吊座内侧面虽然可以解决刀具干涉母材的问题,但是从加工效率、消耗以及产品质量方面来看不如之前。通过对以上问题的分析,重新选用了 25mm 立铣刀。此刀具使用较短的切削刃,提高了刀具整体剐性,涂层前进行过钝化,刚性较强,并且拥有 4 个有效切削刃,配有专用的强力柄,可以实现高速快进给加工[1],对此制定了试验方案,具体参数数据如表 1 所示。
表 1 优化实验方案
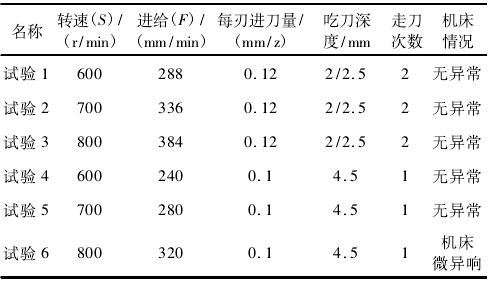
由于公司生产安排及工装的唯一性,加工海上13 号线增购构架选用的设备是国产济南机床,在进行试验 6 的过程中,发现长时间高速大切削量加工机床的负载较大,会出现轻微的异响,所以不再进行更高速大切削量加工的试验。
5 、效果验证
通过相关试验数据的统计,把优化解决方案与原解决方案对比,见表 2。
表 2 优化解决方案与原解决方案对比
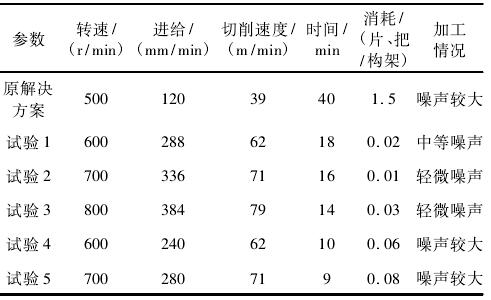
可知试验 4、5 加工时间虽较短,但是加工噪音较大,刀具的消耗也较大,甚至在长时间高速大削量加工的过程中,刀具的切削刃会出现热裂纹。通过分析发现,由于此刀具的刀尖角较小,断屑性能较差,在高速大切削量的加工中,切削热不能够更多地传给切削并利用高速切离的切削把切削热迅速带走,大量聚集的切削热与冷却液反复冷热循环,对刀具冲击性和伤害较大,大大影响了刀具的寿命[2 ]。
经过对比,从加工效率、刀具刀片消耗、加工状况综合考虑,不难看出试验 2 为最优解决方案,每个构架部位加工时间节省 24 min,加工效率提升60% 。
6 、结束语
通过提出用 25 mm 立铣刀代替 25 mm 玉米铣刀来优化加工上海 13 号线增购电机吊座内侧面,不仅彻底解决了刀具干涉母材的问题,保证了产品的质量,更大大提高了加工效率。目前,该优化工作已经完成,并取得良好的效果,但是在刀具更换的过程中发现,消耗的 25 mm立铣刀只是磨损了加工区域,剩余的切削刃是完好的。如果消耗完就报废非常浪费,通过分析公司在制产品的加工工艺特点,笔者认为后续的研究可以把消耗刀具的可再使用区利用起来,加工 B 型线一系轴箱止档,焕发此刀具的二次生命,实现最大程度化的降本增效。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>整体叶轮的数控加工工艺研究与实施
- target=_blank>矿机零件大型异型螺纹加工刀具应用
- target=_blank> 广州宏力M-L46P 排刀式电主轴数控车床 + GSK 988TD数控系统
- target=_blank>浅谈盾构机刀具的检测与更换技术
- target=_blank>火电厂汽机给水泵断轴原因分析及措施

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

