
涡轮增压器壳体销孔工艺研究
2020-5-21 来源:天津科技大学机械工程学院 作者:赵小燕
摘要: 涡轮增压器耐热钢壳体是汽车涡轮增压器的关键零部件之一。本文针对复杂结构的耐热钢涡轮壳在加工过程中由于工序分散及形位公差难以保证等问题,通过修改加工工艺流程,解决由于中间壳侧销孔漏加工导致产品质量不合格、客户抱怨等一系列问题; 用带动力刀座的数控车床替代销孔专用机从而消除由于现场管理松散、员工意识淡薄等因素引起的销孔漏加工问题。并通过专用检具检测销孔的尺寸公差及形位公差。合理的工艺方案是保证产品质量、产品合格率的最佳途径。
关键词: 涡轮增压器; 耐热钢涡轮壳; 销孔加工; 工艺方案
涡轮增压器位于发动机进排气系统,通过压缩空气来增加进气量。利用发动机排出的废气惯性力来推动涡轮室内的涡轮,带动同轴的叶轮,叶轮压送空气,使之增压进入气缸。空气的压力和密度增大进而可以燃烧更多的燃料,相应地增加燃料量和调整发动机的转速,即可增加发动机的输出功率[1]。
1 、存在的问题与原因分析
涡轮增压器壳体( 简称涡轮壳) 是汽车涡轮增压器的关键部件之一。
涡轮壳是连接排气管和中间壳的过渡元件也是合金叶轮的保护罩。涡轮壳形状复杂,要求材料具有良好的铸造 性 能,同时,因其与发动机排气管相连接,直接接受从发动机排出的高温废气[2],所以也需要涡轮壳具有良好的高温稳定性、抗氧化性及高温力学性能,由于涡轮壳内部的合金叶轮转速超过 1万转 /分钟,其还需要有着极高的尺寸精度和表面质量要求,用于制造涡轮壳的材料必须具有良好的工艺性能。其中涡轮壳销孔尺寸公差和位置度要求也较高( 图①) ,加工时由于工艺能力不稳定,不合格品率高,质量风险高。
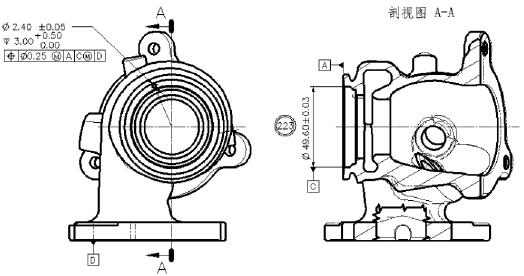
图① 涡轮壳结构及销孔主要要求
如上图 ① 所示涡轮壳销孔的加工要求: 尺寸公差为( Φ2.40 ± 0.05) mm; 位置度为 Φ0.25mm: 相对于基准 A 面、Φ49.60 基准 C 孔及基准 D 面。依据《机械加工工艺》中基准重合的原则( 设计基准与工序基准重合,定位基准与设计基准重合) 这一理论基础,根据该涡轮壳图纸中销孔尺寸公差及形位公差要求,按照现有的机械加工设备条件及以往类似产品的加工经验,编制出量产用的加工工艺,如下表①所示:
表① 涡轮壳加工工艺

按照以上加工工艺流程,最后一道工序即 OP6 用专用钻床加工 Φ2. 40mm 销孔,定位基准选取 A 面、C 孔及 D 面,完全符合基准重合原则,在实际测量中的定位基准也选取 A 面、C 孔及 D 面得出的销孔尺寸公差及形状公差均 100% 合格。但由于现场管理不规范、销孔尺寸太小不易观察等因素致使销孔漏加工问题频出,即使在最后的全尺寸检查中也未察觉,不合格产品出货的现象经常发生,造成客户抱怨,给公司带来不可挽回的经济损失及声誉影响。
2 、解决方案
2. 1 调整加工工艺
鉴于销孔加工生产现状,对涡轮壳整体的加工工艺做出相应调整: 用带动力刀座的数控车床替代销孔专用机,从而消除人为因素导致的销孔漏加工问题。加工工艺参照表②:
表② 调整后的涡轮壳加工工艺
2. 2 调整切削用量
切削用量是指切削速度 ( Vc) 、进给量 ( f) 、背 吃 刀 量 ( ap)三者的总称,也称作切削三要素。切削用量选择是否合 理,对能否发挥机床潜力与刀具切削性能,实现高质量高效率的生产加工有很重要的作用[3],因此切削用量的合理选择是加工销孔是否合格的关键。
根据刀具样本设定初始切削三要素:
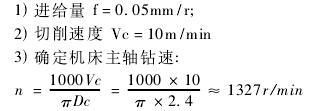
根据实际加工的产品质量修正切削参数:
首先涡轮壳属于难加工材料,其次销孔直径仅为Φ2. 40mm,最后合金钻头伸出部分超过 40mm,因此该刀具在加工过程中极易震刀,主轴钻速及进给速度不能太快。在对实际切削参数进行反复多次工艺试验后,最终确认销孔加工的切削用量如表③所示:
表③ 调整后的切削参数

2. 3 检测销孔 ,确保产品质量
在批量生产过程中,每班次的第一件产品使用三坐标检测设备检验销孔位置度及尺寸公差,并设计专用检具 100% 全检销孔确保符合设计图纸要求。专用检具详见图②:
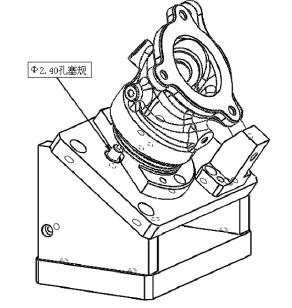
图②
3、 结语
按照以往的工艺流程,销孔加工定位方式虽然符合图纸要求也遵循基准重合原则,但未考虑工厂实际状况致使销孔漏加工现象普遍且难以控制,通过调整加工工艺合理选用机床既满
足了产品质量要求又完全消除了工厂内管理松散、员工意识淡薄等外界因素的影响。通过一批零件的加工验证,新加工工艺完全符合涡轮壳批量生产要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>自动工件找正加快林业设备制造速度
- target=_blank>旋转升降机构在C6163A型车床上的应用
- target=_blank> 一种台阶轴式快速装夹定位车床夹具的设计探讨
- target=_blank>机体顶面螺纹孔多工位全自动加工设备的研制
- target=_blank> 普通车床加工细长轴的工艺探究

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

