
铣复合加工在航空发动机精密零件中的应用
2020-9-22 来源:中国航发沈阳黎明航空发动机有限责任公司 作者: 张晶 韩彬 金英卓
摘要 :航空发动机精密零件加工质量和效率影响发动机的性能和成本。针对喷嘴类零件尺寸小、精度高、种类多和批量小的特点,基于车铣复合加工技术特点和优势设计了零件工艺,通过使用 UGNX 软件编制数控程序,VERICUT 软件模拟仿真,并将优化后的程序导入车铣复合加工中心进行了加工验证,减少了加工中的人为干预,提高了零件加工质量和效率。
关键词 :航空发动机 ;精密零件 ;车铣复合加工
0 引言
近年来,世界航空制造技术取得了巨大进步,并呈现加速发展的趋势。航空发动机的研制集中了冶金、材料、热处理、表面处理、机械制造、特种加工、增材制造、工装设计、检验检测和试验测试等多种专业的最高成就,零件数量达 1万余个,加工精度达到 0.001 mm。
为了提高航空零件的质量,大量的新材料及越来越复杂的结构逐渐被采用,加工精度要求越来越高,喷嘴类零件作为航空发动机精密零件的典型代表,其加工精度会直接影响发动机的工作性能。随着数控车铣复合加工中心、数控五坐标加工中心、数控铣磨复合加工中心等新型复合加工设备的不断发展,减少了零件的装夹次数、夹具数量和周转时间,使零件的加工变得简单、高效,为航空发动机精密零件的制造提出了新的解决方案。
1 、车铣复合加工技术
车铣复合加工是一种利用先进控制技术、精密测量技术以及 CAD/CAM 等现代应用技术与传统机械设计和精密制造技术相合成的先进机械加工方法。通过一次装夹找正,将车、铣、钻、镗、线切割等多工序合并,能够达到提高零件加工精度、缩短制造周期、节省工装数量、减少生产管理的效果。喷嘴类零件的具有尺寸小、精度高、种类多和批量小的特点,而车铣复合加工技术具有较高的柔性,可以实现不同产品加工之间的转换,因此车铣复合加工技术适合应用于喷嘴类精密零件的制造。
2 、喷嘴类零件加工实例
2.1 零件
如图 1 所示为某型号航空发动机副喷口零件,主要承担着在主燃烧室喷射带有一定角度和流量的雾化燃油的工作,燃油经充分燃烧后为发动机提供推力,其加工精度将直接影响燃油流量和雾化锥角,进而影响发动机的燃烧效率和性能。该零件尺寸较小,精度较高,轮廓尺寸为φ12.5×19.5mm,小孔对大孔有同轴度要求,安装边平面对大孔有垂直度要求。
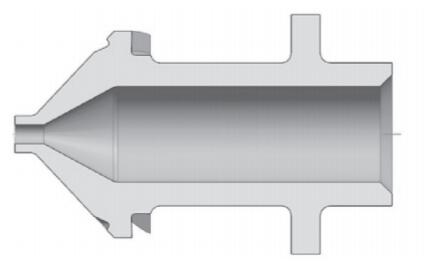
图 1 零件模型
2.2 工艺方案
该零件采用普通设备加工需要派制专用工装,多次装夹、找正,无法保证精密尺寸与技术条件要求。由此,选用带有双主轴结构,可以自动对接的车铣复合加工中心进行加工。由 UGNX 软件建立三维模型,通过合理的设计走刀路径、选择合适的切削参数编制加工程序,使用 VERICUT 软件进行模拟仿真,最终输出能被加工设备识别的 ptp 格式的数控加工程序,导入加工设备进行实际加工验证。
2.2.1 工艺设计
(1)零件毛坯是直径为 φ15 mm 棒料,直接装夹棒料外圆。由于小孔对大孔有同轴度要求,安装边平面对大孔有垂直度要求,因此先加工大孔一端,同时粗钻小孔,保证两孔的同轴度。
(2)使用车铣复合加工中心的自动对接功能,将第二主轴靠紧零件右端,夹持外圆,切断左端,保证零件总长尺寸19.5 mm。
(3)夹持零件右端外圆,镗小孔后车外锥面。
2.2.2 程序设计
数控加工程序设计的核心是数控加工工艺分析和规划,主要包括加工区域的划分和规划、刀轨形式与走刀方式的选择、刀具及加工工艺参数的设置。UGNX 软件是 Siemens PLMSoftware 公司出品的具有强大设计、工程及制造功能的高端软件系统,包括 NX 钣金、外观造型设计、制图、高级仿真、运动仿真、加工、装配等多种模块,是航空发动机精密零件设计、加工的首选软件。在程序设计阶段,采用 UGNX 加工模块,可以按照零件加工工艺路线设计并生成刀具轨迹。根据喷口零件工艺路线,可将加工区域划分为 3 个部分:车加工区域、铣加工区域、对接后车加工区域。
(1)车加工区域程序设计
选择 UGNX 加工模块,配置相应绑定包,进入车加工环境。将零件模型与棒料模型装配一体。车加工编程特别需要注意的是调整坐标系,使机床坐标系符合实际。按照工艺要求在用户界面设置切削区域、切削策略、刀具参数、走刀路径和切削参数,生成刀轨。
(2)铣加工区域程序设计
该喷口零件铣加工区域仅需进行铣旋流槽程序设计。编程方式有 2 种 :第一,编制宏程序,输入设备 ;第二,采用UGNX 软件基于零件模型编程,后置处理后生成 ptp 格式的数控加工程序,导入设备。采用宏程序编程,利用循环语句可以缩短程序行数,修改方便,但是编程人员和设备操作者需要一定的数学基础与宏编程基础。该喷口零件采用 UGNX 软件基于零件模型编程。进入铣加工环境,按照工艺要求在用户界面设置切削部位、驱动方法、投影矢量、刀轴、刀具和切削参数等相应参数,即可完成程序设计。采用 UGNX 软件编程难度较低,但是输出的程序为坐标点,数据量巨大,如需修改,必须调整 UGNX 零件模型再重新输出,导入设备。
(3)对接后车加工区域程序设计
对接后需进行精镗小孔和车外锥面工步。再次进入车加工环境,按照工艺要求在用户界面设置切削区域、切削策略、刀具参数、走刀路径和切削参数,生成刀轨。
2.2.3 模拟仿真
VERICUT 软件是美国 CGTECH 公司开发的数控加工仿真系统,是航空发动机精密零件加工程序设计中最常用的软件。UGNX 软件生成的 STL 格式零件模型和 PTP 格式数控程序加载至 VERICUT 中,配置控制系统、坐标系统、刀具系统等相应模块即可进行仿真和分析。
2.2.4 加工验证
将 UGNX 软件生成的数控加工程序导入车铣复合加工中心,采用设备自动对刀模块完成刀具设置,选用合适的切削参数,加工后的零件经检验符合图纸要求。
3 、结语
采用车铣复合技术加工航空发动机喷嘴类精密零件,一次装夹找正,完成车削、铣削和对接后车削的全部加工内容,加工精度高、加工效率高、工装数量少、生产管理少。通过使用 UGNX 软件数控编程,VERICUT 软件模拟仿真,能够在计算机中完成程序的验证和调整,将优化后的程序导入加工设备,能够减少加工中的人为干预,提高零件加工质量和效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>舍弗勒再获新标准立项,助推风电装备产业发展
- target=_blank>捷太格特(JTEKT)成功开发电动汽车驱动马达用防电蚀轴承
- target=_blank> 达诺巴特助力中车,2020年三台车轴重型磨床完成交付!
- target=_blank> XXL-Box创造新的工作尺寸记录
- target=_blank>洛轴所成功配套中国首个深空天线组阵系统

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

