
汽轮机零件喷嘴的加工技巧
2020-11-12 来源:北方华安工业集团有限公司机械公司 作者:-
搞要:汽轮机零件喷嘴精度要求高,通过合理的工艺方案和专用刀具、车床夹具设计,保证了加工精度。

1、零件结构和技术要求
零件结构如图1所示,材料为铬锆铜,内孔公差尺寸相对于外圆同轴度0.05mm,和零件喷嘴轴线倾斜40°的螺纹M12x1.2-6g与90°士5mm,锥面同轴度0.02mm,需 要工艺保证,一次装夹完成。90°锥面和相配合件测压器配研,接触面积大于90%,13个必5mm均布孔与工件端面垂直度0.15mm。
2、加工工艺性分析
赠件加工工艺性分析如下:
(1)零件较复杂,加工时工序编制要认真分析零件的加工要求,合理编制各工序的加工顺序,应选择精度较高、装夹稳定可靠的表面。同时,为了减小外形iMOmm圆弧槽对加工13个直径5mm孔的影响,以及外形各径的阶台对零件定位、夹紧和找图1正的不利影响,外形尺寸加工为凌60mm作为内孔各尺寸、13个 直径5mm孔与工件轴线倾斜40°角的M12x1.5-6g、90°锥面的加工基准。
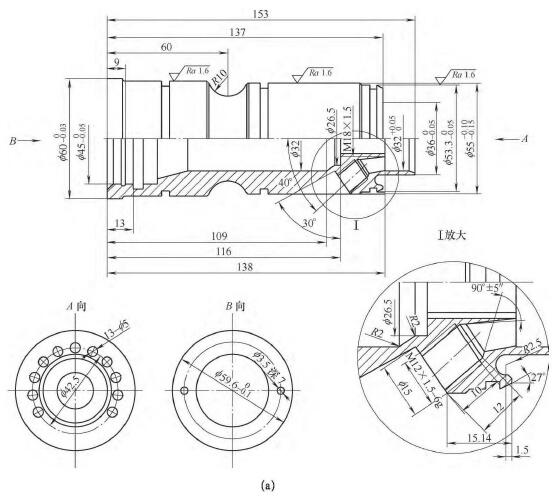

图1
(2)为了方便M12x1.5-6g和90°±5〃锥面倾斜孔加工,需要设计40°倾斜孔加工专用车床夹具。
(3)为了保证各R槽尺寸的准确,采用成形刀具,并用线切割样板检测。
3、技术措施
针对加工工艺性分析,采取了以下技术措施:
⑴设计制作M12x1.2-6g 和90°±5〃锥面的倾斜孔车床夹具,保证40°倾斜孔各尺寸的准确加工。夹具倾斜孔尺寸为直径60(上0.08,下0.04)与零件直径60(上0,下-0.03)尺寸相配合,保证了定位精度。零件放入夹具中,用螺栓拉紧,并采用螺柱压紧的夹紧方式,用螺母紧固,保证夹紧牟固可靠。倾斜孔车床专用夹具如图2所示,工件 装夹如图3所示。
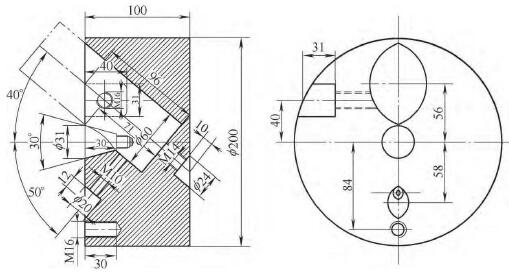
图2

图3
(2)为了便于M12x1.5-6g、90°锥孔的加工,设计制作了专用刀具(见图4)。
(3)为了便于零件外形加工,设计了简易胎具(见图5)。

图4
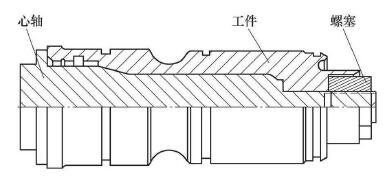
图5
4.工艺方案
加工工艺方案如下。
(1)车削1。粗车内孔外圆
各尺寸,外径按直径60mm(上-0.05,下-0.08)控制,与车倾斜孔车床夹具内孔配合,保证定位精度。长度尺寸153mm和137mm加工完成,保证端面垂直度。内孔按直径30mm、 直径16mm控制,留数控车精加工余量。
(2)划线。各孔位置,十字线与侧面相连,准确清晰。
(3)数控铣。找正,13个直径5mm孔引正孔,保证位置公差。数控铣工件装夹如图6所示,数控铣加工程序如图7所示。

图6
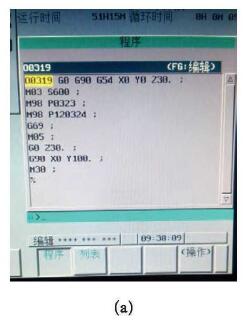
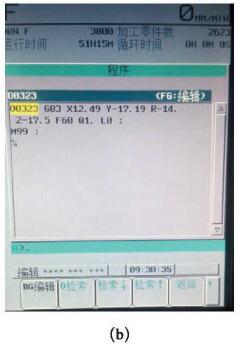

图7
(4)镗孔。13个直径5mm孔加工好。
(5)车削2。将工件装夹在夹具上加工M12x1.5-6g、90°锥面倾斜孔,并用测压器配研90°锥面。
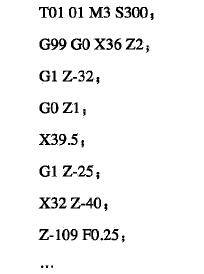
(6)数控车1。内孔各尺寸到位,按直径32mm(上0.05,下0.02)加工。程序(左端)如下:
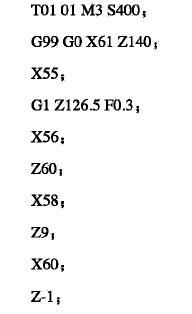
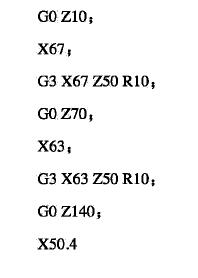
(7)数控车2。穿胎加工外形各尺寸。程序如下:
5.结语
通过合理的工序编制和专用刀具、机床夹具的设计,较好地解决了汽轮机零件喷嘴的加工难题。经过质量检测和用户使用,达到使用要求。通过该零件加工 技能创新,为以后类似产品加工提供了很好的解决方案。
来源:
北方华安工业集团有限公司机械公司
作者:孟祥志 张王生 陈文辉 王德宽 王陆宁 李昕
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>型腔模具的加工工艺研究
- target=_blank>高精密复杂斜轴承孔加工工艺研究
- target=_blank>模具数控加工中的刀具选择优化系统
- target=_blank>一种数控火焰切割系统的升级改造及应用
- target=_blank>精密机床制造商必备的校准工具

新闻资讯
| 更多
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用
- target=_blank>2020年7月高端装备制造业、工业机器人,行业运行简述
- target=_blank>浅谈线切割机床中走丝与慢走丝
- target=_blank>ANCA整体PCD铣刀 —— 提高生产效率带来新的发展机遇
- target=_blank>伊斯卡,不止专注于金属加工
- target=_blank>EMAG成功收购Scherer Feinbau(舍勒公司),极大扩展了公司产品范围以及客户群体

