
提升五轴加工中心加工精度的技巧探析
2020-12-9 来源:中车戚墅堰机车车辆工艺研究所有限公司 作者:黄勇 蒋友强
摘要:使用五轴加工中心加工高精度圆周均布要素模具产品时,由于受机床精度和编程方法的影响,零件几何精度达不到图纸要求。因此,通过采用多种消除误差来提升加工尺寸,达到了提升五轴加工中心零件加工精度的目的。
关键词:五轴加工中心 加工精度 技巧
一些几何要素相对于工件中心成圆周均布的模具类产品外形相对简单,但几何精度要求却非常高。由于模具类产品加工数量通常是单件小批量生产,不能采用试制 - 修正 - 生产的模式来消除加工误差使产品符合精度要求。特别是对于尺寸大、价格高的模具产品,需要在加工前考虑如何减小机床误差来提高加工尺寸精度。图 1 为汽车模具中的一个零件材质钢,硬度为 HRC30。由于零件机加工要素尺寸和位置公差要求高,生产中生产人员采用了多种方法来减小误差提升精度。
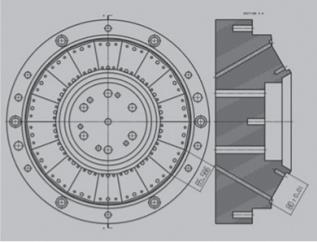
图 1 模具结构图
1、零件加工难点分析
该零件最主要的加工难点有三个。难点一:相互对称的两个 80mm×65.6mm 的倾斜方框相对于零件中心的对称度为 0.03mm。难点二:倾斜框宽度为 18 ~(80±0.01)mm,加工和测量困难。难点三:两个相邻的斜面之间有个 R3 空间圆弧连接(见图 2),需要解决加工问题。

图2 模具局部图
2、难点解决方案
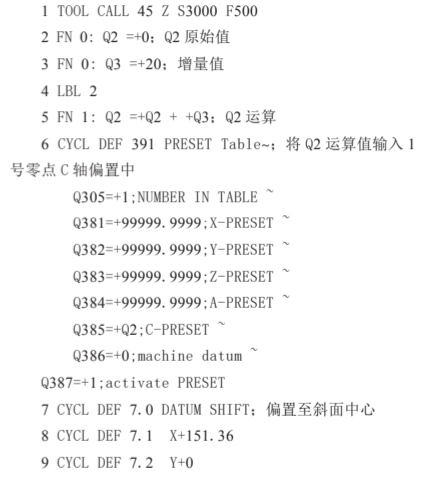
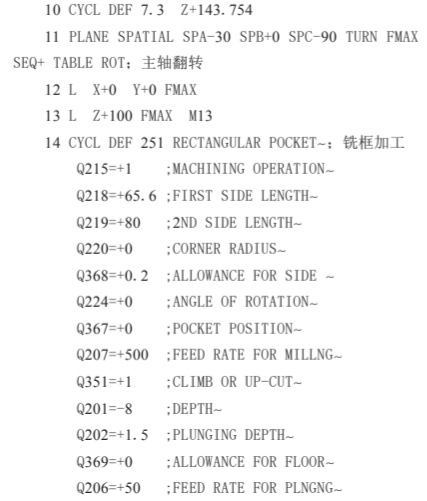
根据零件精度要求,选用海德汉 530 五轴加工中心 [1]加工该机床为摆头加回转工作台结构。由于五轴加工中心机床的动态误差受到机床温度变化和联动加工回转中心误差的影响,对称度要保证在 0.03mm 非常困难。针对这一情况,采用两种方法减小误差。一种是将车削后的毛坯安装于工作台旋转中心,采用主轴安装百分表工作台旋转将工件中心敲至工作台旋转中心重合。另一种是斜面精加工程序采用手工编辑一个斜面的加工程序,通过修改坐标 C 轴偏置来重复加工其他 17 个斜面。采用此方法的好处是消除了机床实际回转中心与机床存储的用于计算的回转中心数值的误差,但是加工过程中加工完一个面后需要手动修改 17 次 C 轴偏置,显然不能使加工连贯,且存在修改错误导致报废的风险。通过研究,采用读取数值编辑宏指令运算后由机床自动修改 C 轴偏置的方法来解决这一问题。具体精加工程序如下:
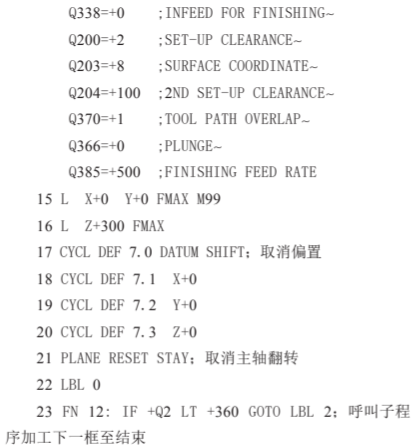
精加工中使用循环功能程序简单明了,可以通过修改刀补方便地修正尺寸误差。
难点二倾斜框宽度 18 ~(80±0.01)mm 加工和测量困难问题,采取两种方法解决:一是粗精加工工序分开,二是在精加工第一个框时采取增大刀补试切后测量尺寸再修正刀补的方法。由于台阶面深度浅,测量时采用红外线测头编辑测量程序,在机床上测量数值修正刀补。当第一个框尺寸达到精度要求后,加工第二个框时需要充分考虑由于不再试切而余量发生变化导致尺寸变化的情况。一般来说,刀具越钝,材料越硬,尺寸变化越大。
两个相邻的斜面之间,R3 空间圆弧的加工使用手工编程无法编辑。此处的 R3 圆弧结合软件采用五轴联动局部加工的方法解决,但与两侧已加工的直线衔接同样需要使用试切修正的方法,使得加工效果达到最好。
3、实际加工效果
通过将工件安装在回转中心修正 C 轴偏置,结合使用手动编程的方法减小回转中心误差对位置度的影响,利用刀补修正结合红外测头测量的方法,可使尺寸精度符合图纸要求。工件加工完成后,经三坐标测量形位公差和尺寸公差都符合图纸精度要求。
4、结语
五轴机床加工高精度单件模具类零件时,需要在加工前从机床精度、找正方法、编程方法、尺寸修正等多方面综合考虑,以消除误差,提升加工精度。各方面细节考虑周全,能有效提升精度,减少工件报废率。此外,手动编程和软件编程相结合的方法,可提升此类圆周均布形状零件加工精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>一种弯头管嘴类零件车削加工的工艺优化
- target=_blank> 航空发动机主轴轴承性能试验机
- target=_blank>多头内圆弧螺旋槽数控车削刀具的制作
- target=_blank>西门子 840DSL 系统机床可多点换刀的控制实现
- target=_blank>汽轮机零件喷嘴的加工技巧

新闻资讯
| 更多
- target=_blank>低投入快产出,协作应用助力中小企业实现投资回报最大化
- target=_blank>吉辅:乘风破浪 一路高歌 --访吉辅企业有限公司业务总经理林信宏先生
- target=_blank>精于品,匠于心,诚于行—访速博机械制造有限公司总经理封黎先生
- target=_blank>摇篮式五坐标加工中心五轴精度稳定性差原因分析
- target=_blank>“高贵不贵”,帮客户快快乐乐赚钱——专访马特工业有限公司总经理许福吉先生
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制
- target=_blank>NSK开发低摩擦轮毂单元轴承 可增加电动汽车续航里程
- target=_blank>T68卧式镗床进给系统的数字化改造
- target=_blank>AGV+协作机器人在零件数控机床加工上下料中的应用

