
加工中心若干典型失效部件缺陷的改进
2021-2-3 来源:上汽通用五菱汽车股份公司 作者:朱金辉,吕启菊,胡宇澄
摘要:通过对 XS321 型加工中心的若干典型失效部件及缺陷分析,提出改进缺陷的方法,为机床设计人员和维护人员提供一些借鉴,保证设备的稳定性。
关键词:加工中心;失效部件;改进
0 引言
缸体缸盖生产一般采用流水线模式,多台加工中心分别加工不同的工件特征,最终得到合格成品而对于一条流水线,加工中心往往会采用同一厂家同一型号设备,即采用同一型设备平台,仅针对不同加工特征在夹具和程序方面做改动。例如上汽通用五菱汽车股份有限公司缸体缸盖生产线采用大量XS321 型加工中心。流水线上 XS321 型加工中心大量的通用系统成为决定生产线稳定性的决定因素。任何一个通用系统上的故障都可能成为所有加工中心的共性问题。因此,在设计阶段避免这些共性问题显得尤为重要。本文主要介绍 XS321 型加工中心若干典型失效部件及其改进方案。
1 、失效部件及改进
1.1 XS321 型加工中心组成
XS321 型加工中心主要由机床防护、工装夹具、刀具系统、控制驱动系统、液压系统、气动系统、冷却系统及润滑系统构成。其中,机床防护系统主要由上料门装置及防护板构成;工装夹具主要由推拉台、油缸及到位检测装置构成;刀具系统主要由换刀门装置、刀盘及刀夹组件构成;液压系统主要由液压泵、液压管路和控制阀构成;冷却系统主要由水箱、冷却泵、过滤滚筒和滤芯构成。本文选取上料门装置 1、换刀门装置 2、刀夹组件 3、推拉台 4、到位检测装置 5五个部件进行分析其失效特征及改进措施(图 1)
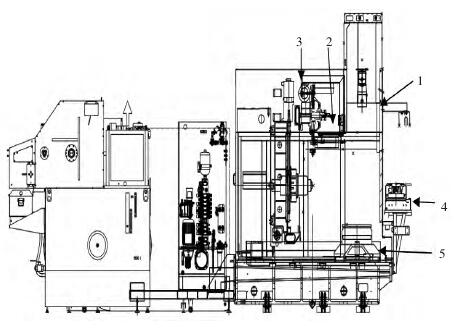
图 1 XS321 型加工中心组成
1.2 上料门装置
上料门也称为送料门,目前 XS321 型加工中心主要有两种上料方式:人工推拉上料和机械手上料[1]。机械手上料一般采用顶部进料方式,上料门可以设计成比较轻巧的结构,出现故障的概率很低。而人工推拉上料为保证机床外的人员安全,同时为方便观察,上料门均采用厚重钢板及防弹玻璃组成。同时XS321 型加工中心需高速、高效加工,上料门必须快速地开启和关闭。如图 2,目前上料门 1 驱动一般采用液压油缸 3。此结构存在一个主要缺陷:液压油缸具有作用力大的特点,油缸动作的瞬间冲击力较大,上料门连接部位 2 受力大,连接部位容易开裂,如图3,圈内为开裂部位。现场 80 台该型加工中心上料门均在连接位置出现不同程度的开裂情况,以每次停机 8 h 计算,共造成 640 h 的产量损失,对现场生产线造成重大影响。
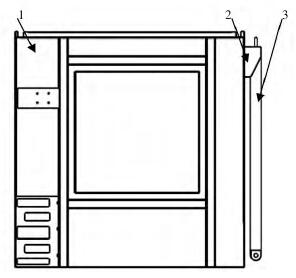
图2 改进前上料门装置
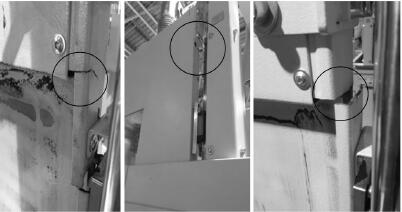
图3 上料门开裂部位
针对上料门开裂的问题,有两个方向进行改进:加强连接部位强度或者改进驱动装置。加强连接部位强度可以通过在连接部位焊接加强筋实现,此方法可以缓解上料门开裂的问题。然而由于上料门重量大以及液压驱动有冲击力大的固有缺陷,长时间运行,连接部位可能疲劳开裂。因此,改进上料门驱动装置才能从根本上解决开裂的问题。如图 4,上料门 3 改为电机驱动,齿轮和齿条 2 传动,通过调整电机参数降低冲击力。同时,使用配重 4 平衡上料门的重力,驱动时仅需要克服惯性。新机构彻底消除了上料门开裂的问题,效果如表 1 所示。该方案可广泛应用于各类设备,任何需要垂直运动的大重量机构均可以参考,避免结构正常运行时出现开裂的问题。
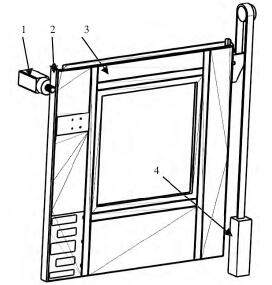
图4 改进后上料门装置
表 1 新上料门机构改进效果

1.3 换刀门装置
换刀门主要用于分隔加工仓和刀盘,防止加工中切削液和切屑进入刀盘,从而避免电主轴换刀时出现刀具抓取故障。如图 5 所示,换刀门 1 一般只需单层薄板制造,使用无杆气缸 2 驱动。实际换刀过程中,加工完成的刀具会携带少量的切削液和切屑进入刀盘,并掉落在无杆气缸表面。无杆气缸暴露的两条密封条 3 经过切削液长时间的浸泡变形及切屑摩擦,造成无杆气缸滑块 4 卡滞,如图 6。根据现场XS321 加工中心的使用经验,无杆气缸密封条使用寿命仅约两年。鉴于无杆气缸大面积密封外露导致损坏的问题,图 7 使用普通有杆气缸 1 可有效解决该问题。至于无杆气缸具有的导向作用,可以增加滑轨和滑块 2 配合有杆气缸使用。无杆气缸与有杆气缸使用情况对比见表 2。
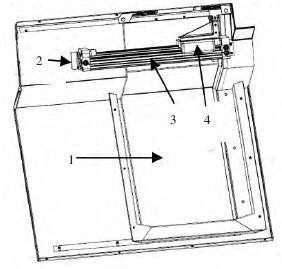
图 5 使用无杆气缸驱动的换刀

图 6 密封变形造成卡滞
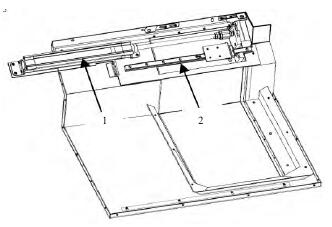
图 7 使用有杆气缸驱动的换刀
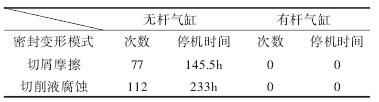
表 2 无杆气缸与有杆气缸使用效果对比
1.4 刀夹组件
刀夹组件是刀具固定的关键部件。刀夹组件需保证刀具跟随刀盘旋转运动时相对刀夹的位置不变,确保刀具能顺利插入电主轴锁紧[2]。如图 8 为XS321 型加工中心的刀夹组件示意图。组件主要由两个刀夹 1、刀夹定位销 2、卡簧 3、松开弹簧和顶杆组成。刀夹组件和刀盘通过定位销连接,定位销通过卡簧限位。当加工中心用于粗加工线时,刀具 4 普遍重量大,外形尺寸较大,刀具在刀盘旋转时所受离心力大。此时起限位作用的卡簧容易崩边脱落,导致刀具掉落,如图 9。通过改进刀夹固定方式,使用螺纹连接的分体式定位销,取消卡簧,见图 10。经现场验证可彻底解决刀具掉落的问题,取得的效果如表 3 所示
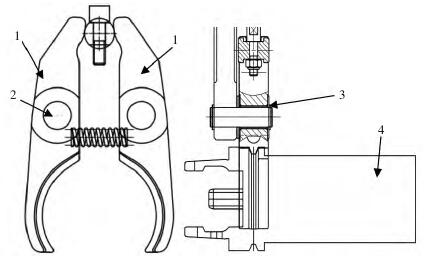
图 8 刀夹组件示意图

图 9 刀具掉落
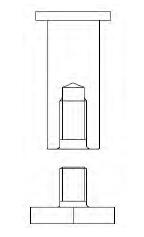
图 10 分体式定位销示意图
表 3 改进前后效果对比

1.5 推拉台
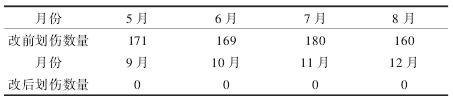
XS321 型加工中心采用人工上料模式时普遍需要使用推拉台。如图 11,推拉台 2 使用金属材料加工且表面粗糙度要求达到 Ra0.8,加工难度极大。另外,经过一段时间生产运行,推拉台表面易出现微观凸起或凹坑。工件 1 经过推拉台后出现划伤。以铝合金缸盖生产 XS321 加工中心为例,缸盖底面划伤,见图12。平均每班次停机 30 min,平均每月有 170 件需要返修,存在极大的停机和返修浪费。鉴于推拉台与工件底面为面接触,且接触面积大。现有的技术难于保证大平面的表面粗糙度。改进后的方案取消面接触的方式,如图 13,工件与平台接触改为线接触,设计滚筒式托盘 1 替换推拉台。从而彻底消除铝合金缸盖底面划伤问题。表 4 为 2019 年 5 月至 12 月改进前后划伤数量对比。该结构同样适用于材料较软工件的设备,充分利用滚动模式替换滑动模式[3]。
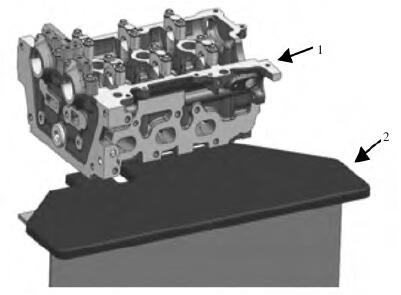
图11 推拉台

图12 缸盖底面划
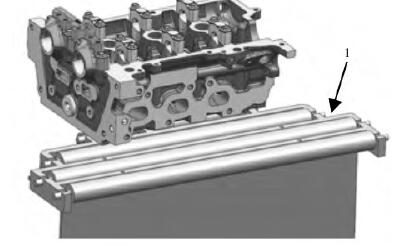
图13 滚筒式托盘
表 4 5 月至 12 月改进前后数据对比
1.6 到位检测装置
XS321 型加工中心内工装夹具需要监控运动部件的到位状态,夹具动作需要根据程序设定顺序动作,确保设备安全。由于切削环境限制,夹具到位检测装置必然会接触到切屑造成误感应。以缸体和缸盖生产线为例,该加工中心夹具发生多次碰撞,造成难于修复的精度损坏。如何防止到位检测装置误感应是提高夹具可靠性的关键问题。依据切屑的材料特征,选取不同感应介质的到位检测装置可有效避免误感应问题。如加工铸铁材质缸体的加工中心使用感应铝材料的检测装置而加工铝合金材质缸盖的加工中心使用感应铁材料的检测装置。如表 5。利用工件材质和检测装置的相异性,可彻底解决误感应问题[4]。
表 5 机床检测装置选用

2 、结束语
本文着重介绍了 XS321 型加工中心多个部件的失效模式及其改进方案。通过在项目初期避免这些设计缺陷,可有效提高设备的稳定性和降低后期设备维护的难度。实际操作中,设计人员可以根据实际情况借鉴这些改进方案,从而为客户提供更合适的方案,提高客户满意度。对于设备操作维护人员,也可以根据文中的改进思路,对设备进行某些自主改造,降低设备停线率,提高产品输出效率,为企业做出力所能及的贡献。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高精度数控双柱定梁立式车磨加工中心的研制
- target=_blank>典型起落架零件车铣加工优化设计及应用研究
- target=_blank>GMCu系列桥式五轴加工中心的研发与应用
- target=_blank>YKA2260全数控螺旋锥齿轮铣齿机的研发与应用
- target=_blank>i5M8智能五轴立式加工中心的研发与应用

新闻资讯
| 更多
- target=_blank>雷尼绍推出FORTiS™系列新一代封闭式绝对直线光栅
- target=_blank>以工匠精神诠释制造之美—访南京全弗精密机械有限公司总经理章城城先生
- target=_blank>匠蕴初心 创新飞扬 —专访 ANCA 中国区经理郑超先生
- target=_blank>低投入快产出,协作应用助力中小企业实现投资回报最大化
- target=_blank>吉辅:乘风破浪 一路高歌 --访吉辅企业有限公司业务总经理林信宏先生
- target=_blank>精于品,匠于心,诚于行—访速博机械制造有限公司总经理封黎先生
- target=_blank>摇篮式五坐标加工中心五轴精度稳定性差原因分析
- target=_blank>“高贵不贵”,帮客户快快乐乐赚钱——专访马特工业有限公司总经理许福吉先生
- target=_blank>MB2120B型数控内圆磨床电主轴变频器的改造
- target=_blank>【雷尼绍】RESOLUTE™与MELSERVO-J5强强组合,实现更快速、精确、可靠的运动控制

