



摘要: 分析了国内外误差参数识别的方法,介绍了分步对角线法识别和检测数控机床空间几何误差的过程和步骤,通过改进的分步对角线法,全面识别空间几何误差的21 项误差元素。为后续机床误差补偿提供理论依据。
关键词: 空间几何误差; 误差识别; 分步体对角线法
0 引言
数控机床空间几何误差模型建立以后,几何误差建模参数辨识的准确性对空间定位误差的影响极大,不准确的误差参数使其误差模型计算结果背离实际误差值,可能使定位误差补偿后不但没有减小,反而增大。建立一套准确、可靠、方便实用的辨识方法是实现高精度空间误差补偿的关键 。
在数控加工中心误差辨识是一项复杂而费时的工作,国内外许多学者开展了多方面的研究,开发出了不少的误差辨识方法, 22 线法[2]、15 线法[3]、14 线法[4]、9 线法[5]等,它们各有特色,为进行误差辨识提供了多种选择; 但是这些方法在测量时需特殊的测量元件,也比较复杂、耗时。为了便于机床空间位置精度的快速检定,国际标准IS0230—6 推荐了一种沿着体对角线进行数控机床精度检验的方法[6]。但是,这种方法无法获得足够的信息进行误差元素的分离,不能成为获取误差补偿信息的方法。为给误差补偿提供更充分的信息,本文将分步对角线法引入平面,完全辨识全部的误差参数。
数控机床的空间几何误差包括直线度误差、直线定位误差、垂直度误差、转角误差等,这些误差对机床精度的影响起决定因素。以三轴加工中心为例,共有21 项几何误差元素[7],其中δx ( x),δy ( y),δz ( z)为直线定位误差;δy ( ) x ,δ z ( x),δx ( y),δz ( y),δx ( z),δy ( z)为直线度误差,εx( x),εx ( y),εx ( z),εy ( x),εy ( y),εy ( z),εz ( x),εz ( y),εz( z)为角度误差; εxy、εyz、εzx为垂直度误差。在上述误差元素参数中,下标表示误差的方向,括号内的字母表示运动轴的方向。
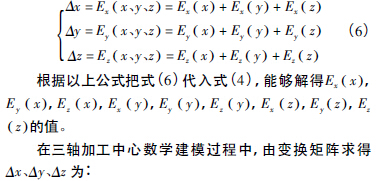
1 、体对角线法误差辨识的基本原理
体对角线法即空间体对角线测量法是近几年开发出的数控加工中心三个直线轴误差辨识方法,通过进一步改进后的建模方法简便、通用; 建模时,消除了不确定假设条件; 采用改进的空间体对角线测量法,可以改善数控机床误差参数的辨识精度,提高测量效率。针对txyz 形式的数控加工中心进行了详细的分析。
图1 为加工中心的一条体对角线,且沿xyz 三个坐标轴的正方向,定义为ppp,其他三条对角线根据是否沿坐标轴正方向来一次定义为pnp、ppn、npp; p 表示沿坐标轴正方向,n 表示沿坐标轴负方向。在图2 中,进行对角线测量时,先把对角线分成m 个测定点,假如体对角线的起点为( xs, ys, zs) ,终点为( xe,ye, ze) ,则几个连续测点在x、y、z轴上坐标变量为Dx、Dy、Dz。
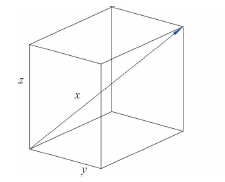
图1 加工中心工作空间体对角线
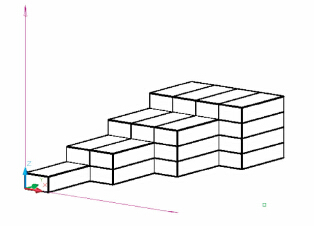
图2 分步体对角线测量原理
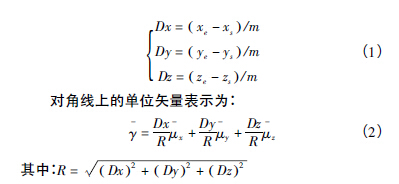
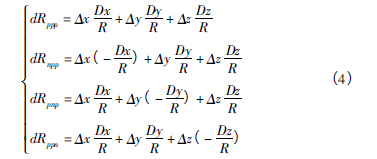
加工中心空间定位误差对角线测量一般公式为:
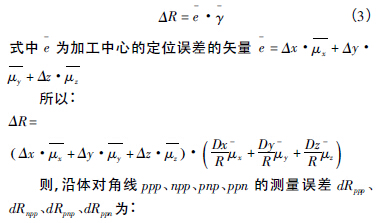
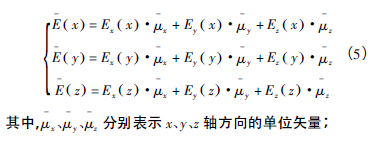
数控加工中心沿x、y、z 三个坐标轴空定位间误差的矢量表示为:
式( 8) 中给出了9 项位置误差与17 项分项误差间的关系; 但是,因为只有9 个等式,是无法求解17 个分项误差值的,因此无法完全识别17 项误差元素。
2 、改进的体对角线方法的对数控加工中心空间误差的识别新方法
为了能够识别三轴加工中心的全部21 项空间几何误差,可以通过直接测量一些误差元素,然后结合前面已知的误差元素与定位误差的关系进行求解; 考虑实际情况和简化测量过程,可以通过引入平面对角线的测量( 图3) 。
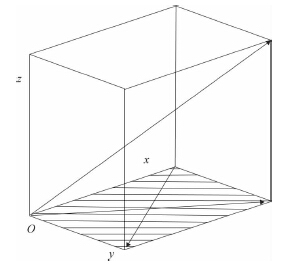
图3 体对角线在xoy 面上的投影图
平面对角线的测量相对于单向误差元素的测量包含了更多的误差元素的信息,并且可以使用现有的测量设备和元件,无需增加测量成本,可以减少测量所增加的路径,减少
测量时间。下面对平面对角线的测量方法进行详细介绍。
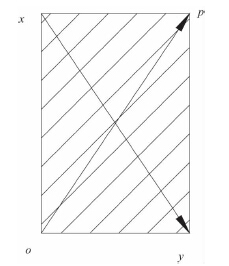
图4 xoy 平面体对角线图
图3 中体对角线ppp 的投影在xoy 面上形成的面对角线op,记作ppz,另一条平面对角线记作,npz; 这里定义的两条xoy 平面对角线图4 与体对角线的区别主要在于字母z,其表示为z 轴坐标不发生变化。
根据式( 4) 同理可以得到平面对角线的公式:
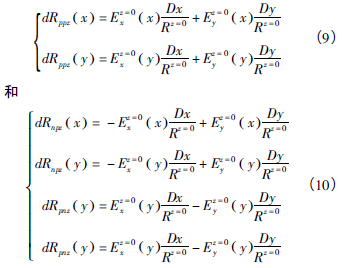
式中: z = 0 表示在立体空间中z 的坐标为0,即在xoy 平面内,同理下面的公式中y = 0,x = 0,均表示在xoz 平面内和yoz 平面内。由上式得到:


通过对三个平面的六条对角线的测量,得到了12 个方程( 式14 - 16) ,再加上前面的式( 8) 中的9 个方程,总共21 个方程,其中重复方程有3 项,因此,公式有18 项,而在txyz 型的数控加工中心的空间几何误差元素未知变量共计17 个,足可以辨识这些误差元素。
3 、结论
体对角线法作为一种快速检验机床空间几何误差的方法,已被国际标准化组织作为一种推荐的方法写入了机床几何精度检验文件( 国际标准IS0230 - 6) 。它为三轴加工中心空间几何误差精度的检验提供了一种很好的方法。但是,对于该方法来说,无法对三轴加工中心的21 项空间几何误差进行全部的识别,它存在两个问题,1) 该方法存在无法正确反映真实的空间定位精度的可能性; 2) 由于该方法测量的四条对角线的点数据有限,所测的数据用于误差补偿是不充分的。而改进的分步体对角线法,通过增加对平面对角线的测量,增加了误差方程,能够全面的反映三轴加工中心空间几何误差的21 项误差元素。并且为下一步误差补偿提供了全面的误差信息。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

