



摘要:数控加工除了具备设备、刀具和程序以外,如何精确确定加工坐标系也即编程坐标系是高质量完成数控加工的关键。本文以龙门式加工中心角度铣头铣削加工螺旋沟纹辊为例,详细介绍当角度铣头旋转角度后,如何手工确定编程零点的技巧与方法。
数控加工效率高、精度高,除了机床本身精度和程序的精度以外,对刀是非常关键的因素之一。对刀的目的是确定编程原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合。数控加工有多种对刀方式,如手动对刀、对刀仪对刀及A TC对刀等。手动对刀,即试切对刀。由于其对刀简单、可靠、易操作、经济,因此得到广泛应用。缺点是精度不是很高,而且对刀精度因人而异。不同机床、不同的零件结构,其手动对刀的难易程度不同。如龙门式加工中心角度铣头在非坐标轴方向加工时对刀等等。
本文介绍采用角度铣头、三面刃铣刀加工螺旋沟纹辊时,如何借助辅助用具进行对刀的技巧与应用。
1. 加工方案
如图1所示,移动辊的圆周上有40条螺旋角度为30°的螺旋沟槽,每个沟槽的断面形状是直角三角形。在完成其他工序之后,需要在龙门式数控加工中心上,采用直角铣头,逆时针旋转30°后铣螺旋沟槽。根据沟槽结构的特殊性和沟槽的数量,决定采用三面刃成形铣刀成形加工。由于同类的辊有多个,因此采用手工编程、宏程序。
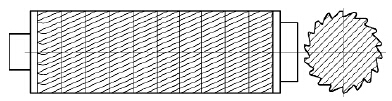
图1 移动辊示意图
2. 对刀
由于直角铣头工作时的状态必须是刀轴线垂直于螺旋槽,也就是说刀盘在X-Y平面的投影直径线(见图2中刀盘端线)必须与螺旋槽同方向。然后随着工作台的移动、机床A轴的转动和刀轴的转动,在程序的控制下,便可加工出螺旋沟槽。但前提是要找出工作状态下编程零点在机床坐标系中的位置。只有找出编程零点的位置,程序才能控制各轴准确动作,加工出工件。
(1) 标准棒心到编程零点的距离。由图2可以看出,如果将编程零点直接作为对刀点,当刀轴旋转30°后,无法精确的对出这一点, 因此只能采用辅助用具,将对刀点设在容易对出的位置。本案采用圆形标准棒的圆心作为对刀点,具体对刀步骤如下:①将一个标准棒固定到工作台面任何位置,为方便可固定在工件附近。②将百分表固定在轴上(机床主轴),测得标准棒X方向最外缘点到移动辊端的距离L,又根据已知的标准棒直径和螺旋槽起点到辊端的距离h算出图中标准棒心到编程零点的距离X为L+h-d/2。同理测出标准棒Y方向最外缘点到移动辊上缘的距离b,然后计算出Y(L1)为D/2+b-d/2,式中D为辊径。除了用百分表外,还可使用对刀棒对出标准棒心到编程零点的X、Y值。
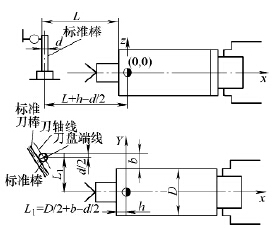
图2 对刀计算图
(2)编程零点确定。在直角头中安装一标准刀棒,然后沿Y轴方向逆时针旋转30°,如图2俯视图中所示。将刀棒与标准棒相切(见图2俯视图),此时刀棒与标准棒的切点距标准棒心的距离为d/2。将刀棒抬起,平移d/2,实际中是工作台沿X负方向平移d/2,此时刀棒中心线的位置,也即刀轴线的位置。锁定X、Y,抬Z轴,卸下刀棒,换上三面刃铣
刀,如图3所示,调整Z轴,使刀位点与标准棒端面圆心点重合,如图2中俯视图所示。在G54坐标中,分别移动X(L+h-d/2)、Y(D/2+b-d/2)的距离,然后清零,即找到了直角铣头旋转30°时,使用三面刃铣刀加工螺旋沟槽的编程零点。工件的装夹示意图如图4所示。
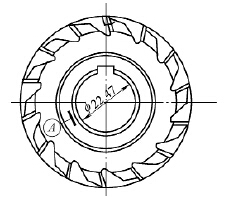
图3 三面刃成形铣刀示意图
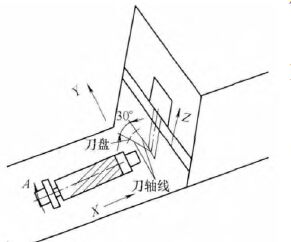
图4 工件装夹及刀具定位示意图
3. 结语
刀轴成一定角度,需要工作台旋转或刀轴旋转一定的角度后才能进行加工的工况中。
对于粗加工后还需热处理或时效等其他工序的工件,工件转序前要在编程零点作标记,再上床时需要重新对零点。为了保证对刀精度,最好粗精加工由同一个操作者、使用同样的辅具进行对刀,否则会产生较大的误差或调整困难。
批量生产时,还是采用更简便高效、更准确的方法为易。但当条件不具备时,采用辅助对刀点进行手动对刀的方法还是必不可少的。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

