



异型深孔内腔曲面加工装置的分析与研究
2016-8-18 来源:中北大学机电工程学院 北方通用动力集 作者:张保平 关世玺 郑福祥 郭巨寿
摘要:为了解决现代深孔加工技术领域中具有复杂内腔曲面的异型深孔零件难以加工的问题,以连铸结晶器内腔曲面为例,针对复杂内腔曲面的加工工艺进行了深入研究,并创新设计与研制开发了一套用于异型深孔内腔曲面机械加工的装置。利用ANSYS Workbench对装置进行了振动特性分析,得到了其固有频率和关键件的变形频响函数曲线,保证装置在远离可能发生共振区域的频率内稳定运行。该装置弥补了国内外在异型深孔加工领域中的不足,具有推广应用价值。
关键词:异型深孔;内腔曲面;加工工艺
O、 引言
结晶器是钢铁行业大型连铸机的重要关键部件,影响着连铸机的生产率,因而被喻为连铸机的心脏⋯。目前,大型连铸机大都采用国外引进技术,但结晶器属于消耗品且消耗量大,进口价格相对昂贵,连同连铸机全部依靠进口不太经济。方坯结晶器具有着复杂的内腔曲面,对已使用过的结晶器进行修复,其使用寿命并不低于新结晶器,因此我们力求做到更好的修复结晶器。目前国外主要是对结晶器铜板材料及镀层进行深人研究,在结晶器修复方面已经采用了较为先进的冷气动力喷涂修复技术【2j。国内多数企业采用的修复加工方法主要是机械切削挤压成型加工法和罐内爆炸成型修复技术口引,但这些技术对于生产装置的要求都过高,实用性差,造成企业生产成本升高,制约了企业的经济效益和技术进步。
随着钢铁企业生产能力的不断扩大,结晶器的需求量会越来越大,因此需要一种全新的用于复杂内腔曲面的专用工艺方法和装置来取代现有的工艺方法,以修复结晶器铜管,延长使用寿命,提高生产率,降低生产成本具有十分重要的意义‘61。
1、零件结构分析
如图1所示为内腔为弧形的方坯结晶器结构简图。B。一日。截面为进口,B:一曰:截面为出口。该结晶器的工艺性特点为:①弧形轨迹:从图1中可以看出方坯结晶器具有两个弧形内腔曲面,其半径为8000mm;即任一横截面为一连续的曲线,任一纵截面由直线构成;②异型深孔:该结晶器为带有双锥度的异型深孔,图1中所示两个曲面为连续锥度曲面,另外两个为连续锥度的直面,即进口至出口的锥度由大到小变化;③方形(非圆形):图中方坯结晶器任一纵截面为一正方形,其中进口尺寸为165×165mm,出口尺寸为164×164mm。结晶器铜管总长£为900mm,壁厚K为15mm.
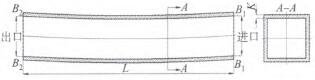
图1 方坯结晶器的结构示意图
2、机械加工工艺研究
方坯结晶器大多采用纯铜或铜合金的材质,对于图l所示内腔为弧形且带锥度的方坯结晶器,其加工技术是最大的瓶颈,通常很难采用普通机床和常规工艺方法来加工071。考虑到方坯结晶器的内腔结构和通道线形特点,在具体加工曲面、锥面等异型曲面时,采用仿形靠模铣削加工原理,实现对截面为方形,轨迹为任意曲线的结晶器铜管内截面的高效加工。
仿形靠模铣削加工是以仿形靠模作为二类工具来进行加工的旧J。仿形加工属于相切法的成型运动,铣削刀具采用立式面铣刀和立式圆柱铣刀,以左右弧形导轨为仿形靠模分八次走刀完成方坯结晶器各个面的加工。其中立式面铣刀用来加工结晶器四个面中的上下两个平面,分四次走刀实现上左面l、上右面2、下左面3、下右面4四种轨迹面的加工;立式圆柱铣刀用来加工结晶器四个面中的左右两个曲面,分四次走刀完成左上面5、左下面6、右上面7、右下面8四种轨迹面的加工。其加工面示意图如图2所示。
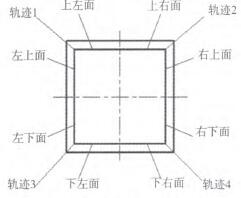
图2 加工面示意图
3、异型深孔内腔曲面加工装置的开发设计
3.1异型深孔内腔曲面加工装置结构
根据上述结晶器铜管的机械加工工艺,所创新设计及研制开发的异型深孔内腔曲面加工装置必须有以下要求:①符合零件的加工要求,符合金属切削机床的基本结构和原理;②具有异型深孔加工机床特性;③可加工零件截面尺寸在200mm×200mm以上,深度1000mm一1500mm;④铣削加工后工件尺寸精度达到H9以上,表面粗糙度达到舶3.2以下。因此,开发设计了图3所示的异型深孔内腔曲面加工装置,具有以下特点:
①导轨为弧形导轨,且弧度与被加工零件左右两侧曲面的弧度相同,起到靠模的作用。
②导轨的安装形式为两端固定的简支梁形式,且可自由调整位置。
③适用于截面为方形、轨迹为任意曲线的异型深孔内表面的铣削加工。
④整套装置结构简单,易加工制造,装拆零件方便。
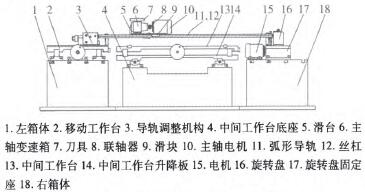
图3异型深孔内腔曲面机械加工装置结构图
3.2装配连接
异型深孔内腔曲面机械加工装置主要包括左右箱体、中间工作台底座、左中右三个工作台、导轨左右固定及调整座、工件支撑平台、弧形导轨、丝杠、主轴变速箱及主轴电机、专用刀具、电机及控制系统等。
左箱体1、中间工作台底座4、右箱体18作为整套装置的工作台,起固定和减震作用;左箱体上装有移动工作台2,用来实现导轨调整机构的前后移动,便于加工工件的装卸;中间工作台13和中间工作台升降板14安装在中间工作台底座上,用来装夹被加工工件和调整工件在装置中的位置;右箱体上装有旋转盘固定座17和旋转盘16;导轨调整机构3和旋转盘16用来调整弧形导轨11和丝杠12的角度和高度;主轴变速箱6通过联轴器8与主轴电机10联接;变速箱上装有刀具7,安装在滑台5上,滑台与滑块9连接,通过与弧形导轨11和丝杠12的配合来实现弧形运动,从而实现仿形铣削加工;电机15为整台装置的控制系统。
3.3异型深孔内腔曲面加工装置工作原理
由加工零件的结构分析可知其具有四个形状各异的内表面,因此要制定详细的加工方案。异型深孔内腔曲面加工装置在加工时分两次装夹零件:
(1)第一次装夹零件:主轴变速箱上安装立式面 铣刀,加工如图2所示的上左面、上右面、左上面和右上面。
①上左面的加工:以左侧弧形导轨为加工轨迹,首先按照零件内孑L左侧曲面的弧度要求,调整左侧弧形导轨,使其与左侧弧形曲面平行;然后按照零件上表面的锥度要求,通过导轨调整机构调整弧形导轨端部的上下位置,使导轨上表面与零件上表面平行;最后将主轴变速箱移至最左侧紧固,启动电机开始加工。
②上右面的加工:以右侧弧形导轨为加工轨迹,按照零件内孔右侧曲面的弧度要求,调整右侧弧形导轨,使其与右侧弧形曲面平行;导轨的上下位置不变,移动主轴变速箱至最右端位置后紧固。启动电机开始加工。
更换主轴变速箱上的立式面铣刀为立式侧面铣刀,进行左上面和右上面的加工。
③左上面:同①调整曲线导轨位置,移动主轴变速箱至最左端位置后,启动主轴电机和丝杠电机,开始加工。
④右上面:同②调整曲线导轨位置,移动主轴变速箱至最右端位置后,启动主轴电机和丝杠电机,开始加工。
(2)第二次装夹零件:加工下左面、下右面、左下面和右下面。
将零件沿纵向平面内翻转180。,大小端左右更换位置后定位夹紧,按照第一次装夹零件的程序和操作步骤执行,完成⑤下左面、⑥下右面、⑦左下面和⑧右下面的加工,即⑤和①、⑥和②、⑦和③、⑧和④的操作步骤相同。
4、异型深孔内腔曲面加工装置的振动特性分析
4.1 异型深孔内腔曲面加工装置有限元模型的建立
首先通过Soli“orks建立异型深孑L内腔曲面加工装置的三维模型,然后通过Solidworks与ANSYS work.bench的接口将模型导人到ANsYs workbench中。在划分网格之前,先要检查导人的模型能达到仿真的基本要求,然后对模型结构进行材料属性定义,定义材料密度为7800kg/m3,弹性模量为2.07×10¨N/m2,泊松比为0.3。模型中大部分零件采用自由网格划分,对于结构强度较低的部件如导轨、丝杠等实施了细划网格。异型深孔内腔曲面加工装置有限元模型如图4所示,其中包含276461个节点,145773个单元。

图4异型深孑L内腔曲面加工装置有限元模型
4.2异型深孔内腔曲面加工装置的模态分析
在进行模态分析分析前,需要对模型施加载荷与约束,选取模型左、中、右三个工作台底座下与地面接触的面进行位移约束。根据异型深孔内腔曲面加工装置的运行规律,结合模态分析理论,提取前6阶模态进行分析,每阶振型都有不同的意义一】。异型深孑L内腔曲面加工装置的模态分析在ANsYsworkbench下进行,通过计算得到前6阶固有频率,如表1所示。
表1模态分析固有频率

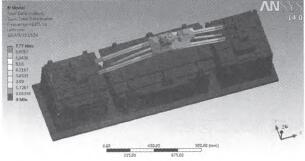
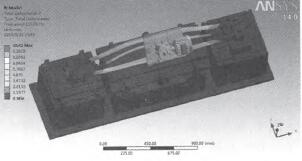
表1显示的是模态分析中的各阶固有频率,异型深孔内腔曲面加工装置在各阶频率范围内的振型如图5所示。
a)一阶模态变形云图

b)二阶模态变形云图
(C)三阶模态变形云图
(d)四阶模态变形云图
(e)五阶模态变形云图
(f)六阶模态变形云图
图5模态分析变形云图
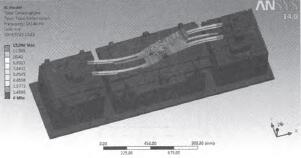
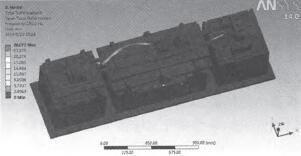
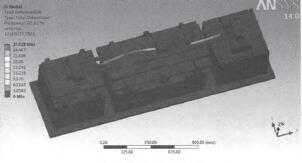
由于异型深孑L内腔曲面加工装置包含的零部件较多,空间结构较为复杂,因此在求解模态分析过程中存在有局部模态【l0|。从图5中的模态分析变形云图可以看出,各阶振型的变形和变形大小都不同。异型深孔内腔曲面加工装置第1阶固有频率为43.201Hz,其模态振型的主要变形为弧形导轨与丝杠沿z轴向上振动,如图5a所示,最大变形为7.77mm。第2阶固有频率为53.57Hz,其模态振型的主要变形为导轨与丝杠沿y轴正方向翻转扭动,如图5b所示,最大变形发生在电机与主轴变速箱的顶端,变形量为8.6392mm。第3阶固有频率为111.78Hz,其模态振型的主要变形为导轨与丝杠沿y轴负方向翻转扭动,如图5c所示,其变形量分布较广,最大变形为10.42mm。第4阶固有频率为141.46Hz,其模态振型的主要变形为导轨与丝杠沿z轴上下摆动,如图5d所示,最大变形发生在电机尾部,变形量为13.398mm。第5阶固有频率为151.3Hz,其模态振型的主要变形为丝杠沿),轴左右摆动,如图5e所示,最大变形量为26.072mm。第6阶固有频率为161.62Hz,其模态振型的主要变形为丝杠沿彳轴上下摆动,如图5f所示,最大变形量为27.525mm。综上所述,弧形导轨、丝杠、主轴变速箱、电机以及与导轨连接的滑块、滑台是主要变形区域,而这些部件都直接影响着零件的加工精度和进给系统的正常运行,为了避免由于共振现象影响异型深孔内腔曲面加工装置的正常工作,必须尽量避开这些容易发生共振的频率。
4.3异型深孔内腔曲面加工装置谐响应分析
模态分析反应的只是异型深孔内腔曲面加工装置的固有频率和振型,不同频率的外力对装置振动的影响不同,而谐响应分析能直观的看出装置在不同频率外力作用下的振动特性¨1|。在模态分析的基础上对异型深孔内腔曲面加工装置进行谐响应分析,由模态分析结果可知整套装置的主要变形区域为导轨和丝杠,为了能更好的了解异型深孔内腔曲面加工装置的振动特性,现对导轨和丝杠进行谐响应分析。施加的激振力主要来源于电机的输出转矩,转矩大小为95N·m,频率选择范围为0—100Hz,得到变形与频率的关系如图6所示。



图6变形频响函数曲线
从图6中可以看出,在外部载荷的激励下,导轨与丝杠在装置的各阶频率处均产生不同的响应,且在第3阶固有频率处响应最大,左右导轨和丝杠变形的最大值分别为0.9716mm、0.281mm、0.458mm,说明异型深孑L内腔曲面加工装置对频率为112Hz的外载荷感应比较明显。
5、结论
(1)通过对具有复杂内腔曲面的异型深孔零件加工工艺的分析与研究,创新设计并研制开发了一套能够满足加工要求的异型深孑L内腔曲面机械加工装置,解决了异型内腔曲面难以加工的问题,特别是截面为方形、轨迹为任意曲线的异型深孔内表面的机械加工。该装置结构简单、装卸零件方便,具有推广应用价值。
(2)利用ANSYS Workbench对异型深孔内腔曲面加工装置进行了振动特性分析,模态分析得出了异型深孔内腔曲面加工装置的前六阶固有频率,而低阶固有频率周围是容易产生共振的区域,因此为了防止共振现象导致异型深孔内腔曲面加工装置无法正常运行,应使装置在工作时避开低阶固有频率的区域。谐响应分析反应的是在外界载荷的作用下结构变形的情况,因此在选择外载荷时应选择远离变形量较大的频率范围。
[参考文献】
[1]李建超,王宝峰.连铸结晶器锥度设计[J].鞍钢技术,2014(2):l一6.
[2]史兴隆,佟铮,丁彦军,等.管式连铸结晶器爆炸成形与修复质量分析[J].锻压技术,2011,36(6):47—50.
[3]张俊宝,梁永立,章华兵.冷气动力喷涂技术修复连铸结晶器应用研究进展[J].宝钢技术,2011(5),23—29.
[4]郭顺兴,阎建设.连铸钢坯用结晶器铜管及其生产技术[J].有色金属加工,2002,3l(6):17—21.
[5]于盛发,闫鸿浩,李晓杰.罐内爆炸成型技术在修复结晶器中的实验研究[J].实验力学,2008,23(1):83—88.
[6]关世玺,唐家鹏,关波,等.弧形方孔切削加工装置及加工弧形方孔的方法:中国,201310423443.7[P].2013—12—25.
[7]叶旭明.一种针对复杂内曲面磨削装置的研究与设计[J].制造技术与机床,2005(1):43—44.
[8]陈广娟,刘宝林.模具复杂型面加工现状及未来发展[J].现代制造技术与装备,2007(6):27—28.
[9]陈国荣,唐绍华.振动电动机主轴的动态有限元分析[J].现代制造工程,2009(12):56—59.
[10]姚晓坡,刘德平,高建设,等.基于ANSYs workbench的加工中心动态特性分析[J].机床与液压,2013,41(15):164一167.
[11]韩春胜,孙皆宜.6.Pus并联机床的动态特性分析[J].机械设计与制造,2013(6):16l—164.(编辑李秀敏)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

