



摘要: 对NX 8. 0 的后处理构造器进行深入研究,结合所使用的四轴立式加工中心及FANUC 数控系统,开发出了适用于该加工中心及其数控系统的专用后置处理程序。通过产品加工实例,验证了该专用后置处理程序的正确性和实用性。
关键词: NX/Post Builder; 四轴加工中心; 后置处理
UG 后处理是将UG 文件中的刀具轨迹通过特定的处理器生成程序,然后传输到机床上。一般来说,不能直接传输CAM 软件内部产生的刀轨到机床上进行加工,因为各种类型的机床在物理结构和控制系统方面都不尽相同,故对NC 程序中指令和格式的要求也不相同。因此,刀轨数据必须经过处理以适应每种机床控制系统的特定要求,后处理的目的是使刀轨数据变成机床能够识别的刀轨数据,即NC 代码[1]。
对三轴机床而言,后处理的定制相对容易。但随着数控技术的不断发展,多轴数控机床的应用越来越普遍,而多轴机床的后处理涉及第四轴与第五轴旋转或摆动,使得后置处理变得复杂。文中介绍利用NX/Post Builder 8. 0 建立一个适合FANUC 0i-MD 系统的四轴加工中心后处理过程。
1、 NX/Post 用户化设置
程序,但其往往不能满足不同用户的需求,这就需要用户在现有机床控制系统的基础上根据自己的需求进行修改和设置[2]。其过程主要包括: 选定控制系统、设置机床主要参数、定制程序头/操作头、定制程序尾/操作尾、设置自动换刀、刀具轨迹设置等。
1. 1 建立后处理
启动NX/Post Builder8. 0 后,点击“Options”中的“Language”选项,选择“中文( 简体) ”作为界面语言。选择“新建”按钮,在弹出的对话框中输入后处理名称,根据机床特性及其控制系统,命名为“fanuc_mill_table_4A_metric”; 后处理输出单位选择“毫米”; 在“机床”选项组中选择“铣床”和“4轴带轮盘”; 在控制器中选择“库”,在其下拉菜单中选择“Fanuc_6M”,点击“确认”进入机床运动学参数设置界面。
在“一般参数”选项中,根据实际机床参数,设定线性轴行程限制分别为: X 轴1 020 mm、Y 轴635 mm、Z 轴610 mm。线性运动分辨率最小值为0. 001,其余参数默认。在“第四轴”选项中,设置加工台旋转平面为“YZ”,文字指引线设为“A”;根据机床第四轴转台所处位置,选择轴旋转为“反向”,轴限制( 度) 最大值设为99 999. 999,最小值
为- 99 999. 999,其余参数保持默认。
1. 2 程序和刀轨参数设置
“程序和刀轨”选项卡中共有7 项子参数,在这里根据实际所使用的四轴加工中心FANUC 0i-MD 系统的特点修改程序、G 代码、输出设置三项内容,其余选项默认即可[4]。在G 代码的定义中,FANUC_0iMD 系统的公/英制和NX 后置处理器中的FANUC_6M 处理器的定义有所不同,需在G 代码子选项卡中将公制模式代码改为G21 ( 原为G71) ,英制模式代码改为G20 ( 原为G70) [3]。
( 1) 程序头设置
在“程序”子选项卡中选择“程序起始序列”来定义开始程序,添加G21、G49、G80、G64 等代码,删除不需要的G 代码。为使后处理输出的NC 代码便于编程人员检查,在程序头增加名为“comment_for_start_of_program”的定制命令输出操作日期、程序员名称以及文件名等信息,代码如下:
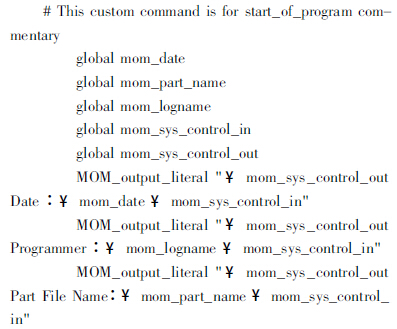
最终程序头形式如图1 所示。
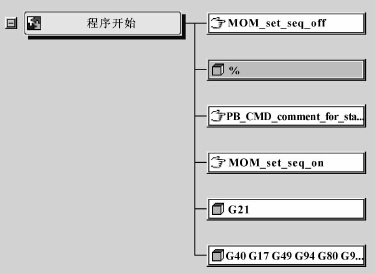
图1 程序头
( 2) 操作头设置
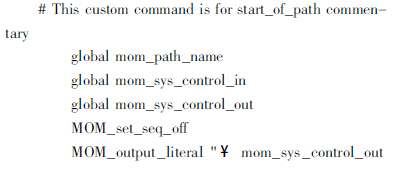
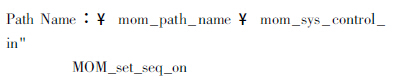
点击“操作起始序列”,此选项可定义操作开始到切削运动之间的刀轨开始、自动换刀、手工换刀、初始移动等事件。在“刀轨开始”事件中添加“comment_for_start_of_path”的定制命令,输出加工操作工序名称,代码如下:
在“自动换刀”和“手工换刀”事件中添加名为“comment_for_tool_change”的定制命令,输出刀具号、刀具名称、刀具半径和刀具长度。代码如下:
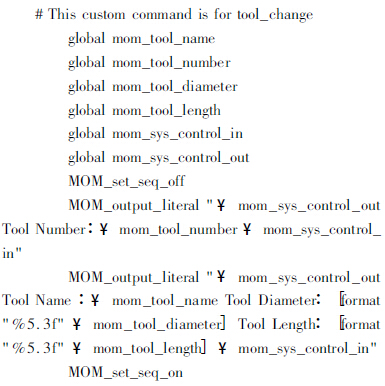
定义好刀轨开始、自动换刀和手工换刀事件后,其余事件保持默认,定义后界面如图2、图3 所示。
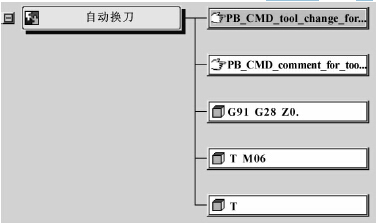
图2 操作头自动换刀指令
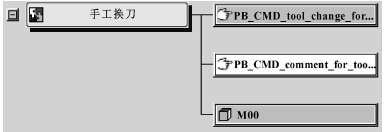
图3 操作头手工换刀指令
( 3) 操作尾和程序尾设置
“操作结束序列”定义最后的退刀运动到程序尾之间的主轴停转、冷却液停、抬刀等事件,按需求添加M09、M01、G91、G28 等命令,结果如图4 所示。
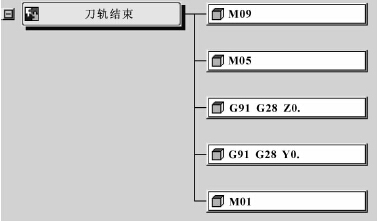
图4 操作尾
“程序结束序列”定义从最后一个操作到程序结尾之间的事件。在程序结束后,为了方便加工人员预知程序加工时间, 可在程序末尾添加一个名为“total_time”的定制命令来计算加工时间并与NC 代码一起输出,程序代码如下:

程序尾定义完成后如图5 所示。
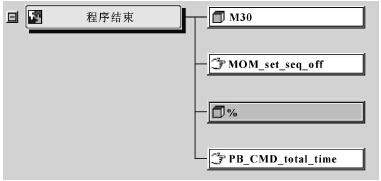
图5 程序尾
最后,定制程序文件的拓展名,点击“输出设置”中的“其他选项”,将“N/C 输出文件拓展名”改为“nc”。至此,针对该四轴加工中心的后置处理程序已经定制完成。保存该后处理后退出。
2 、添加后置处理到模板文件
新建的后处理文件不会自动添加到UG NX 的后处理器中,为了在UG 后处理器中找到新建的后处理文件,需要把新建的后处理文件添加到后处理模板文件中以便调用[5 - 6]。先将生成的后处理文件( 共3个,后缀分别为def、pui、tcl ) 拷贝到安装目录MACH \ resource \ postprocessor 文件夹中,选择“实用程序”下拉菜单中的“编辑模板后处理数据文件”,在弹出的窗口中选择“新建”,选择fanuc_mill_table_4A_metric. pui 后处理文件,确认并保存,当提示是否替换原文件时,选择“是”完成后处理模板文件的定义。
3 、后处理验证
采用UG NX 多轴加工模块对如图6 所示叶片( 附刀轨) 进行加工。
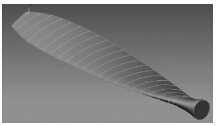
图6 叶片三维图
在软件中设置好刀路后,用已经定制好的后置处理文件“fanuc_mill_table_4A_metric”生成NC 程序如下:
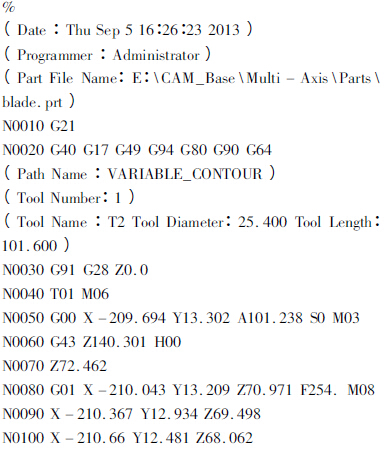
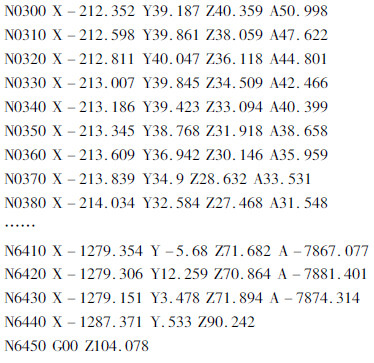
由输出的NC 程序可看出: 程序中包含了操作日期、操作员信息、工序名称、刀具信息以及加工所需时间,方便操作人员对程序的管理。
4、 结论
通过上述方式所定制的四轴立式加工中心后置处理程序生成的NC 代码可直接用于该加工中心,并不需要再进行修改,从而提高编程效率,降低生产成本。UG NX 的后置处理器允许用户根据自己的需求来定制专用后置处理程序,能够充分满足不同机床和不同数控系统的要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

