



立式加工中心 VMC650 立柱结构动态设计
2020-1-8 来源: 中国汽车技术研究中心有限公司 作者:张瑞亮 杨佳璘 张长江
摘 要: 立柱是机床机构的重要组成部分,对机床整机的动态特性具有重要影响。 以提高立柱结构的低阶固有频率为优化目标,应用 CAD/CAE 相结合的技术,完成了立柱的建模及动态特性分析,基于机械结构动态设计理论,采用有限元法和变量化设计方法,对立柱结构进行了变量化静动态分析,研究了内部肌板尺寸对其静动态性能的影响,并对立柱结构进行了优化。
结果表明:立柱的前 2 阶固有频率比优化前分别增加了 18.1%、16.7%,立柱的动态性能得到了显著提高,而且质量降低了 3.6%。
关键词: 立柱; 有限元法; 动态特性; 动态设计
0 、引言
在加工中心各个组成部件中,立柱是其中最关键的支撑部件之一。 加工中心在加工零件过程中,立柱易发生变形及产生相应的振动,过大的变形量以及强烈的振动都会影响加工中心的加工精度、加工效率以及使用寿命等。因此,加工中心的加工性能在很大程度上取决于立柱的静动态特性。 但是目前真正将参数化设计技术、有限元法与动态设计技术相结合,对机床结构进行动态设计的研究还很少。本文应用 Pro/E 软件的参数化设计技术,对立式加工中心 VMC650 立柱进行了参数化建模。
以提高低阶固有频率为优化目标,采用 ANSYS Workbench与 Pro/E 的协同仿真及优化方式,对立柱结构进行静动态特性分析及优化,提高了立柱结构的动态特性,为今后机床立柱结构板肋设计提供必要的理论依据。
1 、VMC650 立柱动态特性分析
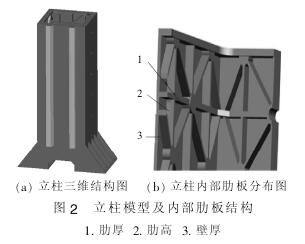
(1)有限元建模在 Pro/E 软件中对立柱进行参数化建模,其结构参数化设计尺寸参数表如图 1 所示。

参数化设计得到的立柱模型及内部肋板结构,如图 2 所示。忽略倒角、倒圆、小孔等小特征,将简化后的立柱模型进行有限元建模。VMC650 的立柱为铸件,材料是 HT300,弹性模量 E=130 GPa,泊松比 μ=0.25,密度 ρ=7 300kg/m3。 权衡计算精度和计算时间的情况下 ,对立柱模型采取自动网格划分形式。
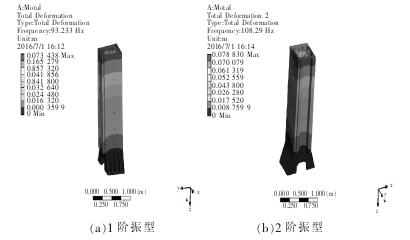
(2)立柱模态分析将立柱模型导进 ANSYS Workbench 软件中,在立柱与床身螺栓联接处施加 3 个方向的全约束,完成对立柱模型的模态分析,最终得到立柱各阶模态频率及各阶模态振型图,如图 3 所示。
可以看出,立柱低阶固有频率较低,尤其是 1、2 阶固有频率较低只有 93.23 Hz 和 108.29 Hz。 从前 4 阶振型图中,不难发现立柱上方振型明显,这是由于 VMC650 立式数控加工中心立柱通过底部固定的方式与床身相联接,而且立柱高;第 1、2 阶分别为在左右、前后方向的摆动,第 3 阶为立柱沿中心轴方向的扭曲变形,以上现象都将直接影响加工中心的加工性能;第 4 阶振型对加工性能影响不大,应首先考虑提高立柱低阶固有频率。
因此,必须对立柱结构进行改进,提高其低阶固有频率,以提升结构的动态性能。

2 、立柱结构变量化动态设计
(1)机械结构动态设计理论及变量化设计方法
机械结构动态优化设计技术的目的是追求一种既准确又低成本的结构, 在其性能符合之前规定的条件下,以结构的动力响应作为判断标准,使所设计产品结构的各种性能在产品设计阶段就能够被预测和改进的设计技术。变量化设计技术是指通过对尺寸参数、形状参数等各个设计参数进行变量化分析,找出对性能指标影响最主要的几个因素及最佳组合方式。
本文对立柱进行变量化动态分析,研究其结构最重要的前 2 阶固有频率对壁厚、 肋板高度及肋板厚度等设计参数的灵敏度。 将最大变形值和第 1 阶固有频率分别作为静态评价指标和动态评价指标。
(2)立柱结构变量化动、静态分析对立柱进行变量化动态分析,固有频率随立柱壁厚、肋板厚度及肋板高度变化的曲线如图 4 所示。
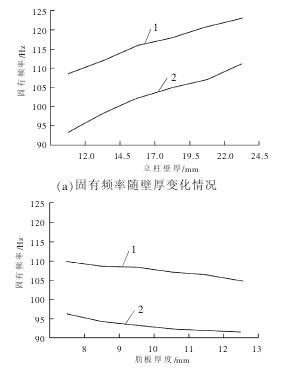
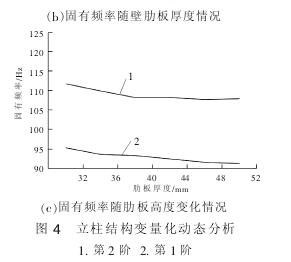
通过对立柱的变量化动态分析可知:立柱的固有频率随壁厚的增加而增大,1 阶固有频率最大变化为 17.76 Hz(变化率为 19%);随肋板厚度、肋板高度的 增 加 而 减 小 ,2 阶 固 有 频 率 最 大 变 化 分 别 为4.84 Hz(变化率为 5%)和 4.15Hz(变化率为 4.4%)。
由此可见,立柱壁厚对其动态特性影响较大,肋板厚度和高度对其动态特性影响很小。 肋板厚度与肋板高度的增加不但没有提高立柱的固有频率,反而使其固有频率降低,这是因为立柱内部肋板没有完全贯穿于整个立柱结构。
因此在对立柱内部肋板结构进行设计时,应尽量使肋板结构贯穿于整个立柱结构。对立柱进行变量化静态分析,研究立柱内肋板厚度和高度的数值变化对立柱最大变形的影响。 立柱最大变形随肋板厚度和肋板高度变化的曲线,如图 5 所示。
通过对立柱的变量化静态分析可知:立柱的最大变形与肋板厚度和肋板高度之间存在着近似线性关系,即随肋板厚度和肋板高度的增加而减小,且在一定范围内对立柱的静刚度影响很小。

综上所述,立柱固有频率与其壁厚尺寸大小相关,适当增加壁厚尺寸可以有效地提高立柱的固有频率;在一定范围内,适当减小肋板的厚度和高度,可以提高立柱的固有频率,并且对其静刚度影响很小。
(3)立柱结构的优化与分析根据机械铸造工艺要求,为使铸件均匀冷却,内部肋板厚度应略小于外壁厚,其合适的厚度比例关系近似取 5/6。 原立柱壁厚、肋板厚度分别为 12 mm与 10 mm,其比值接近工艺要求,所以壁厚可修改的空间很小。
同时,较大程度地增加立柱壁厚,虽然固有频率提高了,但是质量也显著增加,这不符合轻量化的改进目标。
因此在保证立柱静刚度基本不变的前提下,参考铸造工艺要求推荐的外壁厚、肋板厚度、肋板高度的比例关系,使壁厚增加到 14 mm,肋板厚度减小到 9 mm,肋板高度减小到 24 mm。 对新设计立柱结构分别进行静力学分析和模态分析,结果表明新设计立柱结构的最大变形基本不变,低阶固有频率得到了明显提高,而且立柱质量有所减小。表1 为立柱优化前后性能对比。
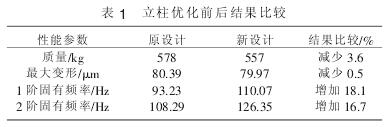
从表 1 可以看出,优化后立柱的前 2 阶固有频率分别增加了 18.1%、16.7%,立柱的动态性能得到了显著的提高,最大变形基本没有变化,立柱的质量降低了 3.6%,这有利于降低立柱的生产制造成本。 通过以上对立柱的变量化动、静态分析,为立柱结构壁厚、肋板厚度及肋板高度等设计尺寸的改进提供了依据及改进方向。
通过上述方法,提高了立柱的低阶固有频率,减小了立柱的质量,但是立柱的静刚度没有得到明显提升。
因此,为了提高立柱结构的静刚度,需要考虑对立柱的结构进行改进。
3 、结语
(1)本文以立式加工中心 VMC650 的立柱为研究对象,利用 Pro/E 软件的参数化设计技术,完成了对立柱结构的实体建模。
利用 ANSYS Workbench 软件对立柱进行了动态特性分析,研究了立柱的动态特性,找出其结构存在的问题,为后续动态设计工作的展开提供了设计依据;
(2)确立了立柱的性能评价指标为质量、最大变形及 1阶固有频率。
在此基础上,对立柱结构进行了变量化静动态分析,研究了内部肋板尺寸对其静动态性能的影响,为以后合理选择立柱内部肋板的结构尺寸,增强结构的静动态性能具有重要的指导作用。
对立柱进行了动态设计,提高了立柱的静动态性能,对于提升加工中心整机性能,保证加工精度具有重要意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

