



仿生曲线孔电火花机器人的研究
2016-11-15 来源:长春工业大学机电工程学院 作者:白羽 何山
摘要:仿生曲线孔电火花机器人模仿尺蠖运动方式,使用SMA(形状记忆合金)弹簧产生驱动力。实现丈量式的移动。利用流体反冲力,使该机器人能够在加工过程中实现灵活转动,从而加工出设计好的曲线孔。分析了机器人转弯原理,介绍了其驱动方式,结果表明,此种设计使加工液与被加工工件充分接触,及时冲走加工废渣,降低短路与拉弧的概率,提升了加工速度。
关键词:曲线孔形状记忆合金流体反冲力电火花加工
在塑料模具注塑行业中,随着人们对高精度注塑零件需求的增多,对模具精度的要求也更加严格。超精密注塑模具的精度和表面质量达到一定程度后,继续提高其精度和表面质量,注塑零件的整体质量不会得到相应的提升。为了能够继续提高注塑件的质量,精确的温度控制十分重要。现今普遍采用拥有组合曲线孔冷却通道的模具进行生产。但这种模具的冷却道并不圆滑,对模具温度的控制不能达到理想的精度。整体曲线孔冷却道模具与组合曲线孔冷却道模具相比,具有工作寿命长、温度控制精度高及注塑零件质量好等特点[1],但整体曲线孔冷却道的加工却是一个难点。冷却道的JJn-r往往借助曲线孔电火花加工技术,该技术在超精密注塑等行业中有着广泛的应用前景。
国内外有很多学者对曲线孔加工进行了研究:东京大学的福井雅彦和木下夏夫通过外拉线转弯的方法。设计出了一种鼠型电火花加工方法:三菱电气公司的Akihiro GⅢ等借助SMA弹簧,设计了一种曲线孔电火花加工结构:日本电气通信大学的石田澈和竹内芳美研究出了SMA驱动进给式曲线孑L电火花加工装置;在国内。中国石油大学刘永红等人b圳按照仿生学原理,发明了曲线孔仿生电火花加工机器人。
以上对于曲线孔电火花加工技术的研究。存在着若干问题:加工速率低、加工孔径大、曲线孔深度浅、排屑困难等,不能顺利加工出设计的曲线孔。笔者设计的曲线孑L电火花机器人,对原有的SMA曲线孔加工机器人进行了改进.在加工速率和加工环境上都得到了一定的提升。
1. 仿生机器人加工曲线孔的原理
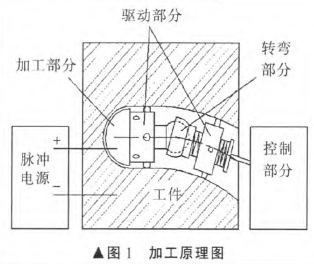
电火花加工r5-6](EDM)是把加工零件和工具分别作为两个电极。利用电极间脉冲放电产生局部瞬间高温热量,使加工零件金属材料实现熔化、气化,蚀除多余金属材料,使工件达到设计要求和电蚀加工工件的效果。电火花曲线孑L机器人加工原理如图1所示。机器人设计主要有5部分:脉冲电源、加工部分、转弯部分、驱动部分和控制部分。脉冲电源正极接加工机器人头部,负极接到加工零件上。3个喷孔均布在机器人驱动部分前侧,都与机身轴线呈相同夹角。驱动部分动力来源为驱动尾部的两个弹簧,一个为普通弹簧,另一个为SMA弹簧。转弯部分的目的是使机器人实现预定的转弯。使加工轨迹与设定轨迹相符。控制部分要求主要有4条:03收集加工状态与信息,反馈给控制中心;②调整加工液喷口处流量大小,使机器人按照规定轨迹转弯;③控制机器人SMA弹簧,卡住或松开加工孔壁。实现机器人前部或后部机身的固定和前移;④控制尾部SMA弹簧,使之收缩或拉伸而推进机身前部分进给或带动机身后部分向前蠕动。控制部分和机身由导管连接。导管内主要是导线和细导管,细导管负责运送加工液,由3个喷口喷出。
2. 驱动部分的构成及驱动原理
驱动部分的设计灵感来源于尺蠖的运动方式。尺蠖属于无脊椎动物,昆虫纲,鳞翅目,是尺蛾科昆虫幼虫的统称。尺蠖幼虫中间缺少一对足,以“丈量”或“屈伸”样的步态移动,即身体前半部分伸长,再移动身体后半部分使前后部分整体连接移动[7]。笔者设计的机器人前后支撑相当于尺蠖的前后足;用来转弯的万向节,模仿的是尺蠖所缺少的那一对足[引。该仿生机器人与尺蠖运动方式又不完全相同,相同的地方在于向前运动方式基本一致,同为伸长或缩短身体,实现整体的移动.不同处在转弯的方式上,仿生机器人主要依靠流体反冲力产生的力矩来实现身体的扭转。仿生电火花曲线孔机器人结构简图如图2所示。
图2中,机器人加工方向向左,机器人头部为加l电极;加工液喷射孔的喷射方向为斜向前;前支撑、后支撑内部有SMA弹簧,不通电时处于撑紧状态;万向节的主要结构是球副;普通弹簧和尾部SMA弹簧都处于压缩状态,留有一定的预紧力。
整个驱动过程分为5步:①后支撑SMA断电时,3个撑脚处于撑紧状态,与孔壁产生摩擦力,使后支撑固定在当前位置。②前支撑SMA通电,紧抱孑L壁的撑脚松开,固定作用消失。③尾部SMA弹簧通电,由于金属记忆,该SMA弹簧收缩,推动机器人前半部分向前进给,同时前支撑内加工液从3个小孑L中以一定流速喷出,在弹簧弹力和流体反冲力的综合作用下,机器人前部向前蠕动,并实现一定角度的转向。配合电火花头进行加工。④机器人头部加工到极限位置.电火花头部停止放电加工,前支撑SMA断电,撑紧孔壁,机器人前半部分固定。⑤后支撑SMA通电,撑脚松开,后支撑不再起固定作用,此时尾部SMA弹簧断电,普通弹簧逐渐收缩,尾部SMA逐渐伸长,直到两个弹簧弹力大小相等,这一过程中,机器人后半部分机身向前移动。第5步完成后,仿生电火花曲线孔机器人就完成了一个运动周期,之后重新开始执行第一步.如此反复,机器人即可沿着预设路径向前加工。
3.转弯过程中流体反冲力的分析
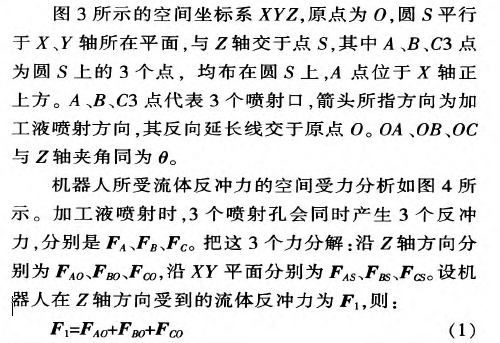
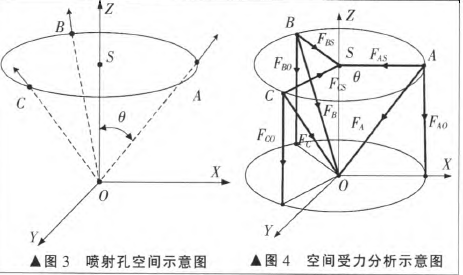
图2中,结构4是一个万向节,它是实现机器人转弯的必要条件,配合流体反冲力产生的力矩,才能实现转向。图3为喷射孔的空间示意图。
4.结论
仿生曲线孔电火花机器人具有如下特点。
(1)利用仿生学,通过SMA弹簧的伸缩,模仿了尺蠖蠕动过程:
(2)加工液反冲力与尾部SMA弹簧同时作用产生推进力,且推进力可通过控制喷口流量进行调整:
(3)设计了一种喷射转弯结构,通过加工液喷射流速产生的反冲力,实现机器人空间转向功能;
(4)加工液直接喷射至加工面上.及时对加工部位降温和冲洗,降低拉弧短路几率,提高生产效率。
仿生曲线孔电火花机器人能够改善曲线孔加工环境,提高加工速度,并且能完成较为复杂的空间曲线孔的加工。但该机器人设计还处于初步阶段,对于加工精度、轨迹控制等方面还有待于继续研究。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

