


浅谈数控加工中心螺纹加工方法与应用
2020-9-22 来源: 焦作市技师学院 作者:崔卫芳
摘要:螺纹加工作为数控加工生产中很重要的一个环节,拥有着很多的加工方法,由于螺纹的构造特殊,生产工艺也比较复杂,加工时很容易产生效率低、精度差等问题。所以在实际生产中,加工不同的螺纹应当采用不同的具体加工方法,如选择好适当的指令控制,采用科学切削参数、使用科学工件装夹等具体的操作方式,以此来保证数控加工的相关操作精确可靠,并提升数控加工中心的工作效率。下面本文将围绕数控加工中螺纹加工的工艺方法进行分析,对当前常用的一些基本方法做出简单介绍,并探讨在实际的生产中容易出现问题的一些问题要点,希望能在数控加工中心的螺纹加工工作中,带来一定的帮助。
关键词:数控加工中心;螺纹加工工艺;引用分析
机械产品连接中螺纹的使用非常频繁,在很多的精密机械连接中都发挥着不可替代的作用,所以对于螺纹的加工精度要求很高。目前多数螺纹加工都是在数控车床上进行生产,也就是使用数控铣床的三轴联动加工系统来加工螺纹,数控机床比起传统的螺纹加工,有着更快的速度,更高的精度,这些都是数控加工的优越性。随着我国的数控加工行业不断发展,配套的数控加工中心也获得了大的进步,在很多的加工工艺上都进行了创新。如何进一步的提升数控螺纹加工的产品效果,满足各类加工需求,成为了我们研究的重点。
1 、数控加工中心的螺纹加工工艺种类
1.1 螺纹铣削法
数控加工中心可以使用螺纹铣削刀具对螺纹进行直接加工,这也是市场上目前比较普遍的一种处理方案,在比较复杂的螺纹加工以及大孔螺纹加工作业中应用比较广泛,优势也很明显。数控加工模式下的螺纹铣削法可以获得很高的加工精度,同时保证了相当快速的加工速度。螺纹洗消刀具应用方面,可以使用同一把刀具进行右旋螺纹或是左旋螺纹的处理。
正因为螺纹铣削法有着比较突出的经济效益,所以成为当下数控加工中心常用的一种加工工艺。螺纹铣削法还可以适用于不同材料及复杂材料的加工处理,如铜质或是不锈钢材料的加工,螺纹铣削法都可以保证加工的工艺精度。
1.2 丝锥加工法
丝锥加工法同样是一种常见的加工工艺,一般适用于小直径的螺纹加工中,但相对的来说精度较差。所以如果遇到对于精度要求较高的加工需求,应当避免使用丝锥加工法。为了保证丝锥加工法的应用,应当选择合适的钻孔搭配相应的钻头直径,确保在螺纹底孔的直径公差上限方面能够相互协调,这样可以有效的降低后续工作中,丝锥加工的工作量,同时降低丝锥加工法在实际加工中丝锥的受损几率。丝锥的受损主要是由于丝锥在和被加工材料接触的时候,难以形成协调关系,这种现象很容易引起丝锥受损,或是耐久性下降。 目前实际的生产中,应用较为广泛的主要有通孔丝锥以及盲孔丝锥。在生产中要结合螺纹加工的需求进行合理的选择。
1.3 挑扣加工法
挑扣加工法在实际的生产加工中应用较少,一般是作为应急手段,应用于在没有螺纹铣削工具和丝锥的情况下。挑扣加工法一般应用在箱体零件需要制作较大螺纹孔的情况下,需要借助螺纹车刀和镗刀杆来进行镗销处理。
在挑扣加工的过程中,首先要注意主轴的转速,对于主轴转动前期容易出现的延时等现象,要进行有效的控制,以免因为转速不当的原因影响螺纹的加工。在多刀杆的处理中,要保证刀杆之间的位置,确保刀杆与刀槽的相应位置一致,避免出现乱扣的现象,影响到最终成品的加工效果。在挑扣加工法中,要避免一刀挑成,尽量的在挑扣中多刀操作处理,以更好的提升螺纹加工的效果。在实际的生产中,挑扣加工法由于效率较低,所以不适合大规模的推广应用在数控加工中,只能作为应急的备用方案。
2 、数控加工中心的螺纹加工工艺要点
当前在数控加工中心的螺纹加工中,应用范围最广的就是螺纹铣削法,要进一步的提升螺纹铣削法的加工质量,就需要把握好螺纹铣削法中的刀具应用流程,保证编程方案可靠以及准确,要对铣削刀具的工作要点做好把关,以此避免在加工中出现偏差等情况发生。在实际的螺纹铣削过程中,一定要对第一条螺旋线做好控制,保证螺距要满足原有的要求,如果存在误差要及时的调整,在这项工艺的检查过程中,一般需要铣削完成后进行反向退刀,可以利用钢尺等工具进行对第一道螺旋线的检查。此外,螺纹总背的吃刀量需要进行重点的关注,数控加工人员可以通过对螺距的精准计算,得出实时调整的数据,保证铣削过程的精度满足需求。还有一个需要关注的重点就是最终的车刀终点。保证退刀停车合理,这样有利于退刀后对螺纹的控制,从而进一步调整精确度。在整个螺纹加工过程中,要做好控制工作,避免加工中出现乱扣的现象,这就要求着在生产中,对于螺纹铣削的流程和顺序进行全方位的监管和控制,对于每个容易出现的问题都要关注,控制好每一个环节,最终保证螺纹加工的精度和效率都能达到标准的要求。在应用螺纹铣削法时,螺纹铣刀的相对的作用力相比于其他加工方法是比较小的,所以刀具出现折损这种情况是很少发生的,如果由于操作原因使刀具出现折损其处理解决也是非常方便简单的,相较于加工的孔径而言,刀具的直径是较小的,刀具折断的部分也是很方便从加工件中取出。而丝锥法则大为不同,丝锥法则是连续不间断的切削,受到的作用力相对较大,切出的废屑也不容易在加工区域排除,所以刀具就很容易产生折损这一现象,如果是加工较大的孔径,出现这种情况是很好处理的,较小的孔径则需要用电火花加工进行处理了,是比较麻烦的。螺纹加工的受力区域如下图 1 所示:
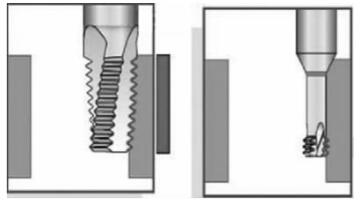
图 1 螺纹加工受力区域图
螺纹铣削法相对于其他加工方法可以有效的减少加工的工序和更换刀具的次数,可以使工作效率得到极大的提高。由于螺纹铣刀在加工中可以满足倒角、扩孔、螺纹等等多个工序的加工要求,一把刀具可以通过加工程序的修改就可以很好地加工左右螺纹,也可以通过操作系统对刀具半径进行设置来进行内外螺纹大加工。对于加工孔径较大时的加工件,就可以使用多对刀片刀盘,可以成倍的提高其加工的效率。多刀片铣削螺纹加工图如图 2 所示:

图 2 多 片铣削螺纹加工图
3 、螺纹铣削法的应用范围
为了更好的提高加工效率,根据螺纹铣削法的特点,具体的应用范围:a.应用于功率较小机床。由于螺纹铣削的加工方式是断屑切削,铣刀与加工件不是全面的接触,只是局部接触加工,受力较小,对机床功率的要求不高,所以可应用于功率较小的机床。b.应用于较大的加工件、薄壁、复合孔类型的加工。由于螺纹铣削中的铣刀可以实现倒角、全方位加工等功能,所以对于复合孔的加工是很合适的。此外,因为铣刀的受力较小,铣刀不易产生变形,对于薄壁类型的加工件也是非常适用的。c.应用于特殊材料类型加工件的加固。因为铣削加工方式为局部接触,作用力较小,所以特殊材料的加工件对对刀具的的方作用力也较小,所构成铣刀的一般都是硬质的合金材料,在加工是其磨损率小,使用寿命长,并且产生的废屑不易粘黏在铣刀上。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

